低氢脆镉电镀 LOW HYDROGEN EMBRITTLEMENT CADMIUM PLATING
1. INTRODUCTION 介绍
NOTE: Low hydrogen embrittlement cadmium-titanium plating as specified in SOPM 20-42-02 is an optional and preferred procedure to this low hydrogen embrittlement cadmium plating procedure. But if the overhaul instructions specify low hydrogen embrittlement cadmium-titanium plating and you cannot do it, you can always use this low hydrogen embrittlement cadmium plating as an alternative. Stylus cadmium plating as specified in SOPM 20-42-10 is optional for local areas not larger than 72 square inches on components with no load applied during the plating procedure.
注: SOPM 20-42-02 规定的低氢脆镉钛电镀是本低氢脆镉电镀程序的可选和首选程序。但如果大修说明规定的是低氢脆镉钛电镀,而你又做不到,你可以随时使用这种低氢脆镉电镀作为替代。SOPM 20-42-10 中规定的触针镉电镀是可选的,用于电镀程序中没有负载的部件上不大于 72 平方英寸的局部区域。
A. The data in this subject comes from Boeing Process Specification BAC5718 for low hydrogen embrittlement cadmium plating. Access to the Boeing Process Specifications is available.
本主题中的数据来自波音公司低氢脆镉电镀工艺规范 BAC5718。可查阅波音工艺规范。
B. The data is general. It is not about all situations or specific installations. Use this data to help you write minimum standards. Equivalent procedures can be used.
数据是通用的。并非针对所有情况或特定安装。使用此数据可帮助您制定最低标准。可使用等效程序。
C. This plating is usually used on low alloy steels, such as those heat-treated above 220 ksi. The plating makes a corrosion resistant layer that lets hydrogen ions come through from the metal when the part is subsequently baked.
这种镀层通常用于低合金钢,如热处理超过 220 ksi 的钢材。电镀层可制成耐腐蚀层,在随后对零件进行烘烤时,可让氢离子从金属中透出。
D. Refer to SOPM 20-00-00 for a list of all the vendor names and addresses.
有关所有供应商的名称和地址,请参阅 SOPM 20-00-00。
2. MATERIALS 材料
A. Activated Charcoal, sulfur-free grade
无硫级活性炭
B. Anodes, Cadmium — A-A-51126 or equivalent
镉阳极 — A-A-51126 或同等材料
C. Cadmium Oxide — A-A-50800 or equivalent
氧化镉 — A-A-50800 或同等产品
D. Carbon Filter Aid — Nerofil B, V84441
碳助滤剂 — Nerofil B,V84441
E. Filter Aid — Celite 501, V9K562
助滤剂 — Celite 501,V9K562
F. Filter Pads — Dynel Fabric or Polyethylene Fabric
滤盘 — Dynel 织物或聚乙烯织物
G. Maskants
遮蔽剂
NOTE: Other maskants can be used if they will not affect the low hydrogen embrittlement quality of the plated parts, when given the test as specified in BSS7321.
注:在进行 BSS7321 规定的测试时,如果不影响电镀零件的低氢脆质量,也可使用其他掩蔽剂。
(1) Adcoat AC-850, V1M391
(2) Mascoat B100, V1PPJ8
(3) 3M Electroplating Tape No. 470, V76381
(4) Microshield (Spray or Lacquer), V59460
H. Notched Tensile Specimens — ASTM F 519 Type 1a or Boeing D6-4307, V21792 or V81205
缺口拉伸试样 — ASTM F 519 1a 型或波音 D6-4307,V21792 或 V81205
I. Sodium Cyanide — Cyanogran M or Cyanobrick, V18873
氰化钠 — Cyanogran M 或 Cyanobrick,V18873
J. Sodium Dichromate Dihydrate — O-S-595
二水重铬酸钠 — O-S-595
K. Sodium Hydroxide, flake or granules, 76% Na2O — O-S-598,
氢氧化钠,片状或颗粒状,76% Na2O — O-S-598
L. Sulfuric Acid, 66° Baumé — O-S-809
硫酸,66° Baumé — O-S-809
M. Ultrachromate 300 Concentrate, V64709
超铬酸盐 300 浓缩液,V64709
N. Wetting Agents 润湿剂
(1) Nacconol 40F, V87570, or
(2) Nacconol 90G, V87570 (Replaces Nacconol 90F)
3. TANK PREPARATION 槽准备
A. General
通用
(1) All surfaces of the tank, filter, and related plumbing which continuously touch the plating solution must be made of, lined, or coated with one of the following materials. When the tank is not used, put a cover on it which is made of, or coated with, one of these materials.
槽体、过滤器和相关管道所有与镀液持续接触的表面必须由下列材料制成、内衬或涂上其中一种材料。在不使用槽体时,应在槽体上加盖由这些材料之一制成或涂有这些材料之一的盖子。
(a) 300 series CRES
300 系列 CRES
(b) Titanium or titanium alloy
钛或钛合金
(c) Rigid polyvinyl chloride or polyvinyl dichloride
硬聚氯乙烯或聚二氯乙烯
(d) Polytetrafluoroethylene
聚四氟乙烯
(e) Unfilled polyethylene or polypropylene
无填充聚乙烯或聚丙烯
(f) Mylar
聚酯薄膜
(g) Paraline AR, V70849
(h) Hypalon 70-H3, V06470
(i) Goodyear LS576 neoprene, V73842
(2) A lining or coating of a nonconducting material is recommended on the tank interior so the tank does not become bipolar.
建议在槽体内部使用不导电材料的内衬或涂层,以免槽体变成两极。
4. SOLUTION PREPARATION 溶液制备
A. Solution Preparation (Table 1)
溶液配制(表 1)
(1) Water used to make and operate the plating solution must have an electrical resistivity of not less than 50,000 ohm-cm. This is approximately equivalent to 10 ppm dissolved solids.
用于配制和操作镀液的水的电阻率必须不小于 50,000 欧姆-厘米。这大约相当于 10 ppm 溶解固体。
(2) Clean the tank. Fill it half full with water.
清洗水槽。将水加满一半。
(3) Add sodium hydroxide and sodium cyanide (each approximately 146 pounds for each 100 gallons) to get the concentrations shown in Table 1.
加入氢氧化钠和氰化钠(每 100 加仑约 146 磅),以获得表 1 所示的浓度。
(4) Dissolve cadmium oxide (approximately 47 pounds for each 100 gallons) in a portion of the sodium cyanide solution.
在部分氰化钠溶液中溶解氧化镉(每 100 加仑约 47 磅)。
(5) Fill the tank with water to the operating level.
将水注入储槽至操作水位。
(6) Completely dissolve all materials in the water.
将所有材料完全溶解在水中。
(7) Add the cadmium anodes to the tank.
将镉阳极加入槽中。
(8) Let the tank stand for 8-16 hours before you use the solution.
在使用溶液之前,将水箱放置 8-16 小时。

B. Temperature Control
温度控制
(1) Apply heat or cold as necessary to keep the operating temperature in the range specified.
根据需要加温或降温,使工作温度保持在规定的范围内。
(2) We recommend that you use a heat exchanger in the filter return line.
建议在过滤器回流管路中使用热交换器。
C. Solution Control
溶液控制
(1) Be careful to keep organic contamination out of the plating solution. Organic materials in the plating solution will decrease or remove its low hydrogen embrittlement characteristic.
注意防止镀液中的有机物污染。镀液中的有机物会降低或消除镀液的低氢脆特性。
(2) Carbonate can be removed from the plating solution by any approved procedure that will keep contamination below the level shown in Table 1.
可采用任何经批准的程序去除镀液中的碳酸盐,使污染保持在表 1 所示的水平以下。
(3) Immediately after carbonate removal, adjust the solution back into the range limits shown in Table 1.
去除碳酸盐后,应立即将镀液调回表 1 所示的范围限值。
(4) Use filters as necessary to keep the plating solution clean. Use only the approved filtering materials, pads and filtering aids. See Paragraph 2.D., Paragraph 2.E. and Paragraph 2.F.
必要时使用过滤器,以保持镀液清洁。只能使用经批准的过滤材料、盘和过滤助剂。见第 2.D.、第 2.E 和第 2.F 段。
(5) Hydrogen Embrittlement Control
氢脆控制
(a) For hydrogen embrittlement control, do tests on the plating solution with a hydrogen detection instrument. Refer to BAC5718 and BSS7321 for details. Make these tests at the intervals as follows:
为控制氢脆,使用氢检测仪器对镀液进行测试。详情请参阅 BAC5718 和 BSS7321。测试间隔如下:
1) A minimum of two times each week, such as on Monday and Thursday.
每周至少两次,如星期一和星期四。
2) On the same day as you do the plating, if that is more than 3 days after the last hydrogen test.
在进行电镀的同一天,如果距离上一次氢测试超过 3 天。
3) After each carbonate treatment (Paragraph 4.C.(2)).
每次碳酸盐处理后(第 4.C.(2)段)。
(b) If the hydrogen detection instrument becomes unserviceable, do tests for hydrogen embrittlement with notched tensile specimens as specified in BAC5718 paragraph 12.4.1. Use two notched tensile specimens within every seventh calendar day until you can continue regular tests with a serviceable hydrogen detection instrument.
如果氢气检测仪器无法使用,按照 BAC5718 第 12.4.1 段的规定,用缺口拉伸试样做氢脆试验。每隔七个日历日使用两个缺口拉伸试样,直到能用可使用的氢检测仪继续进行定期测试为止。
D. For all immersion rinse tanks, control the overflow rate to make sure that the maximum total dissolved solids are not more than 500 ppm at the time the parts are removed from the tank.
对于所有浸入式冲洗槽,应控制溢流率,确保从槽中取出零件时,最大溶解固体总量不超过 500 ppm。
5. ELECTRICAL DETAILS 电气详情
A. Anodes
阳极
(1) Because the plating bath has a relatively low covering power in recessed areas, special anode configurations will be necessary to plate recesses and inside diameter areas.
由于电镀液对凹槽区域的覆盖力相对较低,因此需要采用特殊的阳极配置来电镀凹槽和内径区域。
(2) If the part configuration makes you use contour conforming internal or external anodes, be sure to use only anodes of cadmium or corrosion resistant steel.
如果零件结构要求使用符合轮廓的内部或外部阳极,请务必只使用镉阳极或耐腐蚀钢阳极。
(3) Where the ratio of hole depth to inside diameter is more than 1:1 for open holes or 0.5:1 for blind holes, use cadmium internal anodes.
如果孔深与内径之比大于 1:1(开孔)或 0.5:1(盲孔),则应使用镉内阳极。
B. Power supplies
电源
(1) Use a power supply sufficiently large to supply the specified current for the planned plating tank loads without current stops during the striking or plating operations.
使用足够大的电源,为计划的电镀槽负载提供规定的电流,而不会在击打或电镀操作过程中停电。
(2) The power supply must supply DC with less than 5% ripple over the full operating range.
电源必须在整个操作范围内提供纹波小于5%的直流电。
C. Meters
仪表
(1) Be sure to include an ammeter that the operator can easily see.
必须配备操作员容易看到的电流表。
(2) All current and voltage meters must be accurate to within ±5% of the indicated value.
所有电流表和电压表必须精确到指示值的±5%以内。
6. PREPLATE TREATMENT 镀前处理
A. Before plating, stress relieve all low alloy and corrosion resistant steel parts as specified in the applicable overhaul instructions. If the overhaul instructions do not give the stress relief details, stress relieve as specified in SOPM 20-10-02 and as follows:
在电镀前,所有低合金钢和耐腐蚀钢零件应按适用的大修说明规定的应力消除。若大修说明中未给出应力消除细节,则按 SOPM 20-10-02 规定的应力消除及以下规定进行应力消除:
(1) Unless shown by Paragraph 6.A.(2) or Paragraph 6.A.(3), stress relief is necessary before plating for all ferrous alloy parts 180 ksi or higher (160 ksi for threaded parts) and when one or more of these operations were done after heat treatment:
除非有第 6.A.(2)段或第 6.A.(3)段的说明,所有 180 ksi 或以上的铁合金零件(螺纹零件为 160 ksi),以及在热处理后进行了一项或多项这些操作时,必须在电镀前消除应力:
(a) Machining
机加工
(b) Grinding
磨削
(c) Proof loading
压力加载
(d) Forming or straightening other than peen forming or peen straightening
除强化成形或喷完矫直外的成形或矫直
(2) Stress relief is not necessary if only the following operations were done:
如只进行以下工序,则无须消除应力:
(a) Honing or lapping
珩磨或研磨
(b) Shot peening, thread or radii rolling, or cold working of holes.
喷丸、攻丝或倒圆或冷加工孔。
(c) But stress relief is necessary if honing or lapping was done after the operations in Paragraph 6.A.(1) on applicable alloys and heat strengths. Do the stress relief before shot peening, thread or radii rolling, or cold working of holes to keep the good compressive stresses added by these operations.
但如果在第 6.A.(1)段对适用合金和热强度进行操作后进行珩磨或研磨,则有必要消除应力。应在喷丸、攻丝或倒圆或冷加工孔之前进行应力消除,以保持这些操作所增加的良好压应力。
(3) Stress relief is not necessary on these alloys:
这些合金不需要消除应力:
(a) 300-series CRES
(b) A286 CRES
(c) Nickel-based alloys
镍基合金
(4) When the operations of Paragraph 6.A.(1) are necessary in local areas of parts that were shot peened, had their threads or radii rolled, had holes cold-worked, were cadmium plated or cadmium-titanium plated, then the stress relief for applicable alloys and heat strengths are as follows:
如需在经喷丸、螺纹或半径滚压、孔冷加工、镀镉或镀镉钛的零件局部区域进行第 6.A.(1)段所述操作,则适用合金和热强度的去应力方法如下:
(a) Induction-hardened steel: 250-300°F
感应淬火钢:250-300°F
(b) Carburized steel: 250-300°F
渗碳钢:250-300°F
(c) 440A, 440B or 440C CRES:: 250-300°F
440A、440B 或 440C CRES:250-300°F
(d) All other parts: 350-400°F
所有其他零件:350-400°F
(5) If a part must have more than one type of plating or will be plated again, or will be cleaned before passivation and none of the operations in Paragraph 6.A.(1) will be done to this part, one stress relief is acceptable.
如果一个零件必须进行一种以上的电镀,或将再次电镀,或将在钝化前进行清洗,而第 6.A.(1)段中的任何操作都不会对该零件进行,则可接受一次应力消除。
B. Manually solvent clean as specified in SOPM 20-30-03 as necessary. Then vapor degrease as specified in SOPM 20-30-03. Make sure the parts are fully dry before you continue.
必要时按照 SOPM 20-30-03 规定的方法进行手动溶剂清洗。然后按照 SOPM 20-30-03 规定的方法进行蒸汽脱脂。确保零件完全干燥后再继续。
C. Abrasive blast as specified in SOPM 20-30-03. Use only dry blasting procedures and abrasives.
按照 SOPM 20-30-03 规定的方法进行喷砂。只能使用干喷程序和磨料。
D. Within 1 hour, cold water rinse for 1 minute maximum. (The parts can wait up to 6 hours before this rinse if they are covered with kraft paper within 1 minute after the abrasive blast.)
1 小时内,用冷水冲洗最多 1 分钟。(如果在喷砂后 1 分钟内用牛皮纸盖住零件,可等待 6 小时后再冲洗)。
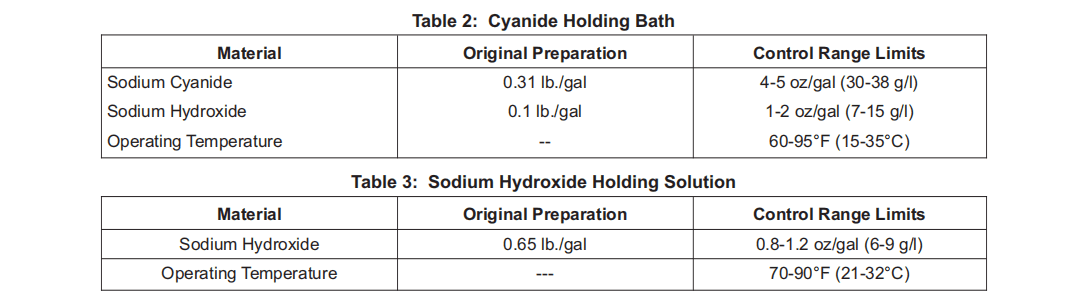
E. (Optional) Within 1 hour after the rinse, put the parts in the cyanide holding bath (Table 2) or the sodium hydroxide holding solution (Table 3) until you are ready to plate the parts. The parts can stay in the bath a maximum of 4 hours. Do not rinse these parts when you remove them from the bath.
(可选)冲洗后 1 小时内,将零件放入氰化物保温槽(表 2)或氢氧化钠保温溶液 (表 3)中,直到准备好给零件上版。零件最多可在水浴中停留 4 小时。将这些零件从水浴中取出时,不要对其进行冲洗。
7. PLATING PROCEDURE 电镀程序
CAUTION :DO NOT STOP THE PLATING PROCEDURE OR SHUT OFF THE CURRENT UNTIL PARTS ARE READY FOR REMOVAL FROM THE TANK. REMOVE PARTS IMMEDIATELY WHEN YOU SHUT OFF THE PLATING CURRENT.
注意 :在准备将零件从槽中取出之前,不要停止电镀程序或关闭电流。关闭电镀电流后,应立即取出零件。
A. Put the parts in the plating bath and start to plate them.
将零件放入电镀槽并开始电镀。
B. For the first part plated with a given setup, you can stop the plating procedure and remove the part from the bath for thickness and coverage checks. But, after you make necessary adjustments to anode configuration, plating time and current, plate all of the other equivalent parts as a continuous operation. (Parts used for the adjustment can be stripped, baked, and plated as specified in Paragraph 6.C. and on).
对于使用给定设置电镀的第一个零件,可以停止电镀程序,将零件从镀槽中取出进行厚度和覆盖率检查。但是,在对阳极配置、电镀时间和电流进行必要的调整后,再对所有其他等效零件进行连续电镀。(用于调整的零件可按第 6.C 段及以后的规定进行剥离、烘烤和电镀)。
C. Continue plating for the time necessary to get the thickness specified by the overhaul instructions. See Table 4 for time selection of plating thickness.
继续电镀所需的时间,以获得大修说明规定的厚度。电镀厚度的时间选择见表 4。

D. Cold water rinse for 5 minutes maximum.
冷水冲洗最多 5 分钟。
E. (Optional for parts to be chromate treated) Rinse parts in this chromic acid solution (Table 5) for 0.5-2.0 minutes.
(可选择对零件进行铬酸盐处理)铬酸溶液(表 5)冲洗零件 0.5-2.0 分钟。

F. (Optional for parts to be chromate treated) Cold water rinse, 5 minutes maximum.
(可选择是否对零件进行铬酸盐处理)冷水冲洗,最多 5 分钟。
G. Air dry, 160°F maximum.
风干,最高温度 160°F。
H. For rack marks, contact areas, or surfaces that cannot be plated to the thickness specified in Paragraph 10.A. by changes to the racks or anode design, apply low hydrogen embrittlement stylus cadmium plating as specified in SOPM 20-42-10.
对于因改变架子或阳极设计而无法镀到第 10.A 段所规定厚度的架子标记、接触区或表面,按照 SOPM 20-42-10 的规定进行低氢脆触针镉镀层。
NOTE: You can apply this stylus cadmium plating before or after the bake. But the plating appearance will be smoother if you apply the stylus cadmium plating before the bake.
注: 可以在烘烤前或烘烤后使用这种触针镉镀层。但是,如果在烘烤前使用触针镉镀层,镀层外观会更平滑。
I. Within 8 hours, bake as specified in Paragraph 8.
8 小时内,按第 8 段规定的方法进行烘烤。
8. POST PLATE BAKE 镀后烘烤
A. You must bake the parts within 8 hours after plating.
必须在电镀后 8 小时内烘烤零件。
B. Bake time is the total time when the coldest work zone recorder thermocouple is above the minimum of the specified bake temperature range.
烘烤时间是指最冷工作区记录仪热电偶高于规定的烘烤温度范围最小值时的总时间。
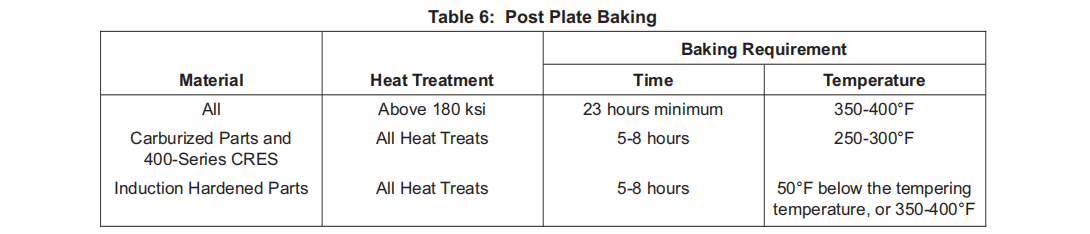
C. Bake as specified in Table 6 unless the overhaul instructions are different.
按表 6 规定的烘烤,除非大修说明有所不同。
NOTE: If the overhaul instructions specify chromate treatment, and Ultrachromate 300 will be used, you can chromate treat before the hydrogen embrittlement bake as an option. But the resistance to corrosion will be better if you bake first, and then do the chromate treatment.
注: 如果大修说明规定的是铬酸盐处理,而将使用 Ultrachromate 300,则可以在氢脆烘烤前进行铬酸盐处理,作为一种选择。但如果先进行烘烤,然后再进行铬酸盐处理,耐腐蚀性会更好。
D. If the plating quality is unsatisfactory before the hydrogen embrittlement relief bake, strip the parts and bake them as specified in BAC5771, then go back to Paragraph 6.B. and plate the parts again. If a bake is necessary after you strip the parts, the 3 hour minimum bake after you strip the parts cannot replace the 23 hour minimum hydrogen embrittlement relief bake.
如果在氢脆消除烘烤之前电镀质量不合格,则应按照 BAC5771 规定的方法剥离零件并进行烘烤,然后回到第 6.B 段,再次对零件进行电镀。如果在剥离零件后需要进行烘烤,则剥离零件后至少 3 小时的烘烤不能取代至少 23 小时的氢脆消除烘烤。
E. The hydrogen embrittlement relief bake of Paragraph 8.C. and the bake after phosphate treatment (BAC5810) or the solid film lubricant cure of BAC5811 (SOPM 20-50-08) can be combined if:
第 8.C 段的消除氢脆烘烤和磷化处理后的烘烤 (BAC5810) 或 BAC5811 的固态薄膜润滑剂固化 (SOPM 20-50-08),在以下情况下可合并进行:
(1) The combined bake is started 8 hours or less after plating, and
组合烘烤在电镀后 8 小时或更短时间内开始,且
(2) The combined bake is done as specified in Paragraph 8.C.
组合烘烤按第 8.C 段规定的方法进行。
F. After the bake, continue with Paragraph 9.
烘烤后,继续执行第 9 段。
9. POST PLATE TREATMENTS 镀后处理程序
NOTE: This paragraph includes procedures for all parts, with or without post-plate chemical treatment such as chromate treatment.
注: 本段包括所有零件的程序,无论是否进行铬酸盐处理等镀后化学处理。
A. When post plate chromate treatment is specified by the applicable overhaul instructions:
当适用的大修说明书规定的镀后铬酸盐处理时:
NOTE: For parts without post plate chromate treatment, go to Paragraph 9.B.
注: 对于未进行镀后铬酸盐处理的零件,转至第 9.B 段。
NOTE: Magnetic particle inspection is permitted before chromate treatment. Then the parts must be cleaned by the BAC5749 alkaline cleaning procedure in SOPM 20-30-03.
注:铬酸盐处理前可进行磁粉检查。然后必须按照 SOPM 20-30-03 中的 BAC5749 碱性清洗程序清洗零件。
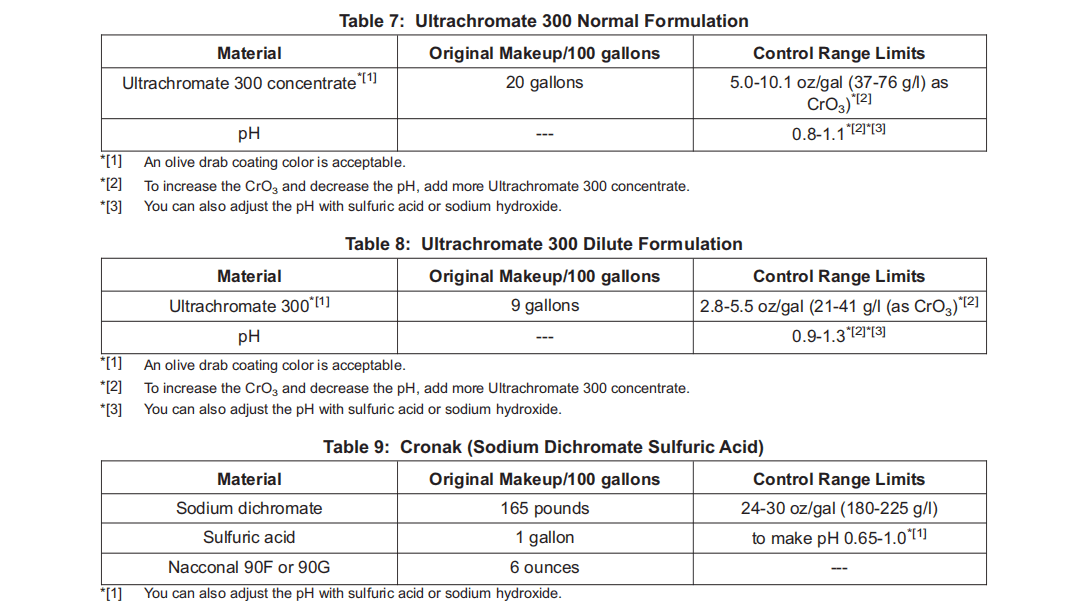
(1) Hang the parts in one of these chromate-treatment solutions (Table 7, or Table 8, or Table 9) or 10 seconds maximum, or use an equivalent solution that gives a chromate treatment that agrees with AMS-QQ-P-416, Type 2. Make sure the parts hang freely.
将零件悬挂在其中一种铬酸盐处理溶液(表 7 或表 8 或表 9)中最多 10 秒钟,或使用与 AMS-QQ-P-416 类型 2 相符的铬酸盐处理溶液。确保零件悬挂自如。
(2) When you remove the parts, let them drain for a short time.
取出零件后,让其短时间沥干水分。
(3) Put the parts in hot water at 160°F (70°C) maximum, for 0.5-2.0 minutes.
将零件放入最高温度为 70°C (160°F) 的热水中浸泡 0.5-2.0 分钟。
(4) Continue with Paragraph 9.B.
继续执行第 9.B 段。
B. Magnetic particle examine (SOPM 20-20-01) when specified by the overhaul instructions. Then solvent clean the parts (SOPM 20-30-03).
大修说明规定的磁粉检查 (SOPM 20-20-01)。然后用溶剂清洗零件 (SOPM 20-30-03)。
NOTE: Magnetic particle inspection is permitted before chromate treatment. Then the parts must be cleaned by the BAC5749 alkaline cleaning procedure in SOPM 20-30-03.
注:允许在铬酸盐处理前进行磁粉检查。然后必须使用 SOPM 20-30-03 中的 BAC5749 碱性清洗程序清洗零件。
C. Examine the quality of the plating as specified in Paragraph 10.
按第 10 段规定的方法检查镀层质量。
D. If specified by the overhaul instructions, apply primer and enamel. Do this as quickly as possible after plating, as a precaution against contamination or damage to the plating.
如果大修说明有规定的,则涂刷底漆和瓷漆。为防止电镀层受到污染或损坏,应在电镀后尽快进行。
10. QUALITY CONTROL 质量控制
A. Plating thickness and appearance
电镀厚度和外观
(1) Plate to the thickness specified in the overhaul instructions. If the thickness is not specified, plate to a 0.0005 inch minimum thickness.
按照大修说明书规定的厚度进行电镀。如无规定的厚度,则按 0.0005 英寸最小厚度镀层。
(2) Unless specified by overhaul instructions or by Paragraph 10.A.(3), the specified thickness is applicable only to visible surfaces which can be touched with a 0.75 inch diameter ball, but the cadmium plating must be continuous on all visible areas.
除非大修说明或第 10.A.(3)段有规定,规定的厚度只适用于可用直径 0.75 英寸的球接触的可见表面,但所有可见区域的镀镉层必须是连续的。
(3) Unless specified by overhaul instructions, the minimum plating thickness is not necessary on inside diameter of hollow and tubular parts. The inside diameter surfaces must show a continuous layer of cadmium and must be plated for the time necessary to deposit 0.0005 inch thickness of plating as specified in Table 4.
除非大修说明规定的,空心和管状零件的内径不需要最小镀层厚度。内径表面必须显示连续的镉镀层,且镀层沉积时间必须达到表 4 规定的 0.0005 英寸镀层厚度。
(4) Unless specified by the overhaul instructions, the maximum plating thickness must be 0.0020 inch, unless where the cathode current is usually high, such as in corners and on edges.
除非大修说明规定的,否则最大镀层厚度必须为 0.0020 英寸,除非阴极电流通常较高的地方,如角落和边缘。
(5) Measure the plating thickness after all bakes and supplemental treatments are complete.
在完成所有烘烤和补充处理后,测量镀层厚度。
(6) The plating must be dull, granular and porous with a color from a dull gray to a frosty white. A bright, shiny, dense plating is a sign of a malfunction in the procedure that could cause embrittled parts. If you get plating with these properties, do hydrogen embrittlement tests on the plating bath. Refer to BAC5718 for details.
镀层必须是暗淡的、颗粒状的、多孔的,颜色从暗灰到霜白不等。如果镀层光亮、发亮、致密,则表明程序出现故障,可能导致零件脆化。如果镀层具有这些特性,请对镀液进行氢脆测试。详情请参阅 BAC5718。
(7) Stains because of the bake or the rinses are acceptable.
因烘烤或漂洗而产生的污渍是可以接受的。
(8) After plating, do not brush, polish, or brighten the layer.
电镀后,不要对镀层进行刷洗、抛光或光亮处理。
B. When the plating bath is first started or was temporarily stopped, we recommend that you plate some test samples or test panels by this procedure before you start or continue to plate good parts.
电镀槽刚开始或暂时停止时,建议先按此程序电镀一些测试样品或测试板,然后再开始或继续电镀好的零件。
(1) Use production parts, or use test panels of a material equivalent to the production parts, as specified in BSS7235. Make the test panels approximately one inch wide, four inches long and 0.040 inch minimum thickness, with the grain direction parallel to the long axis of the specimen.
使用 BSS7235 规定的生产零件,或使用与生产零件同等材料的测试板。测试板宽约一英寸,长约四英寸,最小厚度为 0.040 英寸,纹理方向与试样长轴平行。
(2) Cadmium plate the test parts by this procedure. Chromate treat two of the test parts.
按此程序对测试零件进行镀镉处理。对两个测试零件进行铬酸盐处理。
(3) Examine the test parts.
检查测试零件。
(a) The plating layer must have no blisters, pits, nodules or signs of burns.
镀层不得有水泡、凹坑、结节或烧伤痕迹。
(b) The plating must be smoothly continuous and must agree with the thickness and appearance specifications of Paragraph 10.A.
镀层必须平滑连续,必须符合第 10.A 段的厚度和外观规格。
(4) Make a check of the bond of the plating layer as specified in BSS7235. Some details are given in these two steps that follow. You can use one step or the other.
按 BSS7235 规定的要求对镀层的结合力进行检查。以下两个步骤给出了一些细节。您可以使用其中一个步骤或另一个步骤。
(a) Bend the test specimen 180° on a diameter equal to the thickness of the specimen. Bend back and forth until the specimen breaks. Visually examine the broken edge of the specimen to see how the plating came off. Peeling or plating of the plating is not acceptable. Do not reject the plating if there are only cracks in the plating or base metal because of the test procedure, without flakes or peeling of the plating.
在与试样厚度相等的直径上将试样弯曲 180°。来回弯曲直到试样断裂。目测试样的断裂边缘,看镀层是如何脱落的。电镀层剥落或电镀层脱落是不可接受的。如果由于测试程序的原因,镀层或基体金属仅出现裂纹,而镀层没有剥落或剥落,则不要拒绝接受该镀层。
(b) If you cannot bend the test specimen, cut or scrape the plated surface through to the base metal with a sharp edged tool. Examine the area at 4X magnification to see how the plating came off. If the plating was bonded and tore off, it was satisfactory. If plating pieces came off in flakes without a bond to the surface, the plating was not satisfactory.
如果无法弯曲测试样本,则用锋利的工具切割或刮擦镀层表面直至基体金属。用 4 倍放大镜检查该区域,看镀层是如何脱落的。如果电镀层是粘合和撕裂脱落的,则表示合格。如果镀层片状脱落,没有与表面结合,则镀层不合格。