通用清洗程序GENERAL CLEANING PROCEDURES
1. INTRODUCTION 介绍
A. The data in this subject comes from these Boeing Process Specifications:
本主题中的数据来自波音工艺规范:
BAC5402, Oxygen Systems
BAC5402,氧气系统
BAC5408, Vapor Degreasing
BAC5408, 蒸汽脱脂
BAC5625, Surface Treatments for Ferrous Alloys (Replaces BAC5751)
BAC5625,铁合金表面处理(取代 BAC5751)
BAC5722, Copper Plating
BAC5722,镀铜
BAC5744, Manual Cleaning (Cold Alkaline, Solvent Emulsion and Foam Cleaners)
BAC5744,手工清洁(冷碱性、溶剂乳液和泡沫清洁剂)
BAC5748, Abrasive Cleaning
BAC5748,研磨剂清洗
BAC5749, Alkaline Cleaning
BAC5749,碱性清洗
BAC5750, Solvent Cleaning
BAC5750,溶剂清洗
BAC5753, Cleaning, Descaling and Surface Preparation of Titanium and Titanium Alloys
BAC5753,钛和钛合金的清洁、除锈和表面处理
BAC5758, Cleaning, Descaling and Surface Preparation of Nickel and Cobalt Base Alloys
BAC5758,镍和钴基合金的清洗、除锈和表面处理
BAC5763, Emulsion Cleaning and Aqueous Degreasing
BAC5763,乳液清洗和水性脱脂
BAC5766, Steam Cleaning (withdrawn)
BAC5766,蒸汽清洗(已撤销)
BAC5770, Cleaning, Descaling and Surface Preparation of Copper and Copper Alloys
BAC5770,铜和铜合金的清洁、除锈和表面处理
BAC5833, Cleaning Beryllium
BAC5833,清洗铍
D6-7127, Cleaning Interiors of Commercial Transport Aircraft
D6-7127,清洁商用运输机的内饰
B. This data is general. It is not about all situations or specific installations. Use this data as a guide to help you write minimum standards.
本数据为通用数据。并非适用于所有情况或特定安装。请将此数据作为帮助您制定最低标准的指南。
C. Refer to SOPM 20-00-00 for a list of all the vendor names and addresses.
请参阅 SOPM 20-00-00,了解所有供应商的名称和地址。
2. GENERAL 通用
A. Some of the materials specified in these procedures can cause injury to persons if they get it on skin or in eyes. Be sure to use eye and skin protection and obey safety precautions.
如果皮肤或眼睛沾上这些程序规定的某些材料,可能会对人造成伤害。请务必使用眼睛和皮肤保护装置并遵守安全预防措施。
B. All cleaning materials to be used on oxygen or hydraulic system components must be for those systems.
用于氧气或液压系统部件的所有清洁材料必须是用于这些系统的。
C. Be careful when you clean and do related work around windows, plastics, access doors to integral fuel tanks, fuel cells or electrical components. Materials used in these areas can be damaged by the agents you use.
在窗户、塑料、整体式燃料箱的检修门、燃料电池或电气组件周围进行清洁和相关工作时要小心。您使用的药剂可能会损坏这些区域使用的材料。
D. Steam clean only the landing gear components, removed cowling or other very dirty parts that do not have electrical or electronic components or other parts that could be damaged by steam.
仅对起落架部件、拆下的整流罩或其他非常脏的部件进行蒸汽清洁,这些部件中没有电气或电子元件或其他可能被蒸汽损坏的零件。
E. Types of dirt you could find:
可能发现的污垢类型:
(1) Oils, such as hydraulic oils, lubrication oil
油类,如液压油、润滑油
(2) Semisolids, such as greases, heavy rust preventives
半固体,如油脂、重防锈剂
(3) Solids, such as mud, carbonized oils, corrosion products.
固体,如泥浆、碳化油、腐蚀产物。
3. VAPOR DEGREASING 蒸汽脱脂
WARNING :TRICHLOROETHYLENE IS TOXIC AND A MILD ANESTHETIC. AVOID PROLONGED OR REPEATED CONTACT WITH THE SKIN OR BREATHING OF SOLVENT VAPOR. FULL FACE RESPIRATORY EQUIPMENT AND PLASTIC OR RUBBER GLOVES AND APRONS MUST BE WORN WHEN MANUALLY FLUSHING PARTS EITHER EXTERNALLY OR INTERNALLY WITH LIQUID SOLVENT.
警告:三氯乙烯有毒,是一种温和的麻醉剂。避免长时间或反复接触皮肤或吸入溶剂蒸汽。用液态溶剂手动冲洗外部或内部零件时,必须穿戴全罩式呼吸设备、塑料或橡胶手套和围裙。
WARNING :VAPOR DEGREASING OF OXYGEN AND HYDRAULIC TUBING ASSEMBLIES MUST BE DONE CAREFULLY TO PREVENT INJURY TO PERSONS OR DAMAGE TO PARTS. BE SURE TO REFER TO LOCAL REGULATIONS WHICH COULD CONTROL THE RELEASE OF VAPORS.
警告 :氧气和液压管组件的蒸汽脱脂操作必须小心谨慎,以防伤人或损坏零件。请务必参考当地有关控制蒸汽释放的规定。
CAUTION :DO NOT VAPOR DEGREASE TITANIUM OR TITANIUM ALLOY PARTS IF THEY WILL BE IN TEMPERATURES OF 550°F OR HOTTER DURING SUBSEQUENT WORK OR ON THE AIRPLANE.
注意 :如果钛或钛合金零件在随后的工作中或在飞机上将处于 550°F 或更高的温度下,请勿对其进行脱脂处理。
A. General
通用
NOTE: Aqueous degreasing as specified in BAC5763, Type 2 can be used as an option to this procedure, but not on honeycomb core.
注:BAC5763 第 2 类规定的水性脱脂可作为本程序的选项,但不适用于蜂窝芯。
(1) Put the degreaser in a well ventilated room and away from drafts that could go over the top of the unit. Keep it covered when not used.
将脱脂剂放在通风良好的房间内,避免气流进入设备顶部。不用时盖上盖子。
(2) Water in the degreaser causes malfunctions and also causes trichloroethylene to decompose. Do not try to degrease wet parts. Do not let water condense on the cooling coils.
除油剂中的水会导致故障,并使三氯乙烯分解。不要尝试给潮湿的零件除油。不要让水在冷却线圈上凝结。
(3) When nonmetallic spacers or holders are specified, use nylon, polyethylene or other material that will not become soft or melt in trichloroethylene. Do not use wood, cloth, rope or equivalent materials.
如果规定的是非金属垫片或支架,应使用尼龙、聚乙烯或其他在三氯乙烯中不会变软或熔化的材料。不得使用木材、布、绳索或类似材料。
(4) Use racks that drain quickly and fully. Stay away from thick, heavy racks that could drain away or soak up heat, or which could push away the vapor when the racks are lowered.
使用排水迅速而充分的架子。避免使用厚重的架子,因为它们会吸走或吸收热量,或在放下架子时会推走蒸汽。
(5) After degreasing, parts must have no visible oil, grease, or pockets of solvent.
脱脂后,零件上不得有可见的油、油脂或溶剂袋。
(6) Heat the unit slowly until the liquid starts to boil in the sump.
缓慢加热设备,直至底盘中的液体开始沸腾。
(7) Keep the vapor level at approximately 2/3 of the height of cooling coils or condensing area.
保持蒸汽水平约为冷却盘管或冷凝区高度的 2/3。
(8) Control the temperature of the water at the exit of the cooling coils and cooling jacket at 90-120°F. Do not let the water temperature be low enough to cause moisture to condense on any part of cooling jacket where it can come into the degreaser.
将冷却盘管和冷却套出口处的水温控制在 90-120°F。不要让水温低到足以导致湿气在冷却夹套的任何零件上凝结而进入除油器。
(9) Do not put too much work in the degreaser.
不要在脱脂剂中投入过多的工作。
(10) Monitor the water separator for satisfactory operation. Drain if necessary.
监控水分离器的运行是否令人满意。必要时排水。
(11) If your degreaser has extra heater units to let you clean large metal parts, turn the units on one minute before you put the part in the vapor zone and turn them off immediately after the work is completely in the vapor and the vapor level comes back up.
如果您的脱脂剂有额外的加热器装置,可以让您清洗大型金属零件,请在将零件放入蒸气区前一分钟打开加热器装置,并在工件完全进入蒸气区且蒸气液面回升后立即关闭加热器装置。
(12) Limitations for EnSolv-5408:
EnSolv-5408 的限制:
(a) The total cumulative exposure must not be more than 15 minutes on these surfaces:
在这些表面上的总累积暴露时间不得超过 15 分钟:
1) Conversion coated
转换涂层
2) Anodized
阳极氧化
3) Cadmium plate
镀镉
4) Primer
底漆
5) Paint
油漆
(b) You can use EnSolv-5408 on these surfaces:
EnSolv-5408 可用于以下表面:
1) BMS 10-11, Type 1 primer
BMS 10-11,1 类底漆
2) BMS 10-20, Type 2 coating
BMS 10-20,2 类涂层
3) BMS 10-79, Type 3 primer
BMS 10-79,3 类底漆
4) BMS 10-79 Type 2 primer and BMS 10-60, Type 2 enamel
BMS 10-79,2 类底漆和 BMS 10-60,2 类瓷漆
5) BMS 10-79, Type 3 primer and BMS 10-100 coating
BMS 10-79,3 类底漆和 BMS 10-100 涂料
6) BMS 10-11, Type 1, Grade A primer and BMS 10-11, Type 2, Grade D enamel
BMS 10-11,1 类 A 级底漆和 BMS 10-11,2 类 D 级瓷漆
(c) Do not use EnSolv-5408 on oxygen system components or parts that contain sealants or adhesives.
不要将 EnSolv-5408 用于含密封剂或粘合剂的氧气系统部件或零件。
(d) Do not use Ensolv-5408 on unsealed anodize.
请勿将 Ensolv-5408 用于未密封的阳极氧化处理剂中。
(e) You can use EnSolv-Spec 490 stabilizer.
可使用 EnSolv-Spec 490 稳定剂。
(f) The acid acceptance tests of EnSolv-5408 must be done as specified by the EnSolv-5408 acid acceptance procedures. Discard the solvent when the acid acceptance value decreases below 0.1 weight percent sodium hydroxide.
EnSolv-5408 的酸验收测试必须按照 EnSolv-5408 酸验收程序的规定进行。当酸度验收值降至 0.1 重量百分比氢氧化钠以下时,丢弃溶剂。
B. Materials
材料
(1) Chlorinated solvents (SOPM 20-60-01)
氯化溶剂(SOPM 20-60-01)
(a) Tetrachloroethylene (Perchloroethylene), Technical, O-T-236
四氯乙烯(全氯乙烯),工业级,O-T-236
(b) 1,1,1-Trichloroethane (Methyl Chloroform), MIL-T-81533
1,1,1-三氯乙烷(甲基氯仿),MIL-T-81533
(c) Trichloroethylene, BMS 11-6 Types 1 and 2
三氯乙烯,BMS 11-6 类型 1 和 2
(2) Ensolv-5408, V0S8S8
(3) Ensolv-Spec 490, V0S8S8
C. Procedure
程序
(1) Put the parts in the rack to let the solvent easily drain from the parts.
将零件放在架子上,使溶剂容易从零件中流出。
(2) Lower the work into the degreaser slowly, not more than 12 feet per minute. If your equipment cannot move this slowly, use the slowest rate possible, because faster rates will cause more vapor to be released into the atmosphere. Also, refer to local regulations which could control the release of such vapors.
将工件缓慢放入脱脂剂中,每分钟不超过 12 英尺。如果您的设备无法如此缓慢地移动,请尽可能使用最慢的速度,因为较快的速度会导致更多的蒸汽释放到大气中。此外,请参考当地有关控制此类蒸汽释放的规定。
(3) For light dirt on parts use the vapor method as follows:
对于零件上的轻微污垢,使用蒸汽法如下:
(a) Lower parts into the vapor. Be sure to refer to local regulations which could control the release of the vapor.
将零件放入蒸汽中。请务必参考当地可能控制蒸汽释放的法规。
NOTE: If your degreaser has only the vapor phase, the parts must be removed, cooled, and run through again until clean.
注:如果脱脂剂只有气相,则必须卸下零件,冷却后再次清洗,直到干净为止。
(b) Hold the work in the vapor until no more solvent condenses on the parts. To remove pockets of solvent, put the parts or the rack at an angle.
将工件保持在蒸汽中,直到零件上不再有溶剂凝结。要清除溶剂袋,可将零件或机架倾斜放置。
(意思是如果零件有凹槽,凹槽中的溶剂无法排出,就倾斜放置)
(c) Slowly remove the parts from the degreaser. Let the liquid drain from the parts. Be sure to refer to local regulations which could control the release of the vapors.
从脱脂剂中慢慢取出零件。让液体从零件上流出。请务必参考当地可能控制蒸汽释放的法规。
(d) Put the parts through the procedure again if cleaning is not satisfactory. Let the parts cool to room temperature before you clean them again.
如果清洗效果不理想,则再次对零件进行上述程序。让零件冷却到室温后再清洗。
(4) For heavy dirt or dirt that dissolves slowly, use this warm liquid-vapor method:
对于较重的污垢或溶解较慢的污垢,可使用温液体-蒸汽法:
(a) Hold parts in warm liquid (condensate) until some of the dirt becomes soft or comes off.
将零件放在温液体(冷凝水)中,直到部分污垢变软或脱落。
(b) Move the parts to the vapor phase and do Paragraph 3.C.(3)(b), Paragraph 3.C.(3)(c) and Paragraph 3.C.(3)(d) above. Keep the parts below the vapor line for best results.
将零件移至汽相,然后执行上文第 3.C.(3)(b)段、第 3.C.(3)(c)段和第 3.C.(3)(d)段。为达到最佳效果,请将零件放在蒸汽线以下。
(5) For parts with heavy dirt or dirt that does not dissolve, use this vapor-flush-vapor method:
对于污垢较重或污垢不溶解的零件,可采用这种蒸汽-绒毛-蒸汽法:
(a) Hold the work in the vapor until no more solvent condenses on the parts.
将工件置于蒸汽中,直至零件上不再有溶剂凝结。
(b) Flush dirt away with clean liquid solvent. Do not use solvent directly from the boiling sump. Keep nozzle and parts at least 6 inches below vapor line. Point the nozzle downward onto the parts.
用干净的液体溶剂将污垢冲走。不要直接使用沸腾槽中的溶剂。将喷嘴和零件保持在蒸汽线以下至少 6 英寸处。将喷嘴朝下对准零件。
(c) Move the parts to the vapor phase and do Paragraph 3.C.(3)(b), Paragraph 3.C.(3)(c) and Paragraph 3.C.(3)(d) above.
将零件移至气相,然后执行上述第 3.C.(3)(b)、第 3.C.(3)(c)和第 3.C.(3)(d)段。
D. Oxygen System Components
氧气系统组件
(1) Fittings and Protective Metal Caps and Plugs
接头及保护性金属帽和塞子
(a) Put the fittings in the vapor or liquid phase of the degreaser for a minimum of 12 minutes. Maximum descent rate is 12 ft/min. If your equipment cannot move this slowly, use the slowest rate possible, because faster rates will cause more vapor to be released into the atmosphere. Also, refer to local regulations which could control the release of such vapors.
将接头置于脱脂剂的气相或液相中至少 12 分钟。最大下降速度为 12 英尺/分钟。如果您的设备不能如此缓慢地移动,请尽可能使用最慢的速度,因为较快的速度会导致更多的蒸汽释放到大气中。此外,请参考当地可能控制此类蒸汽释放的法规。
(b) While the parts are in the vapor phase, fully wash all fittings with a pressurized stream of chlorinated solvent.
当零件处于蒸汽阶段时,用加压的氯化溶剂流充分清洗所有接头。
(c) Put the parts at an angle to let pockets of entrapped solvent drain out.
将零件倾斜放置,让夹带的溶剂排出。
(d) Slowly remove the parts from the degreaser. Be sure to refer to local regulations which could control the release of the vapors.
从脱脂剂中缓慢取出零件。务必参考当地可能控制蒸汽释放的法规。
(e) Let the parts drain. Put the parts or the basket at an angle to help. Do not use compressed air or gas to remove the solvent.
让零件沥干。将零件或篮子倾斜放置以帮助排出。不要使用压缩空气或气体清除溶剂。
(f) Examine the cleaned parts to make sure they are clean. If necessary, clean them again. Let the parts cool to room temperature before you do the procedure again. Use cotton gloves on cleaned fittings and protective metal caps.
检查已清洗的零件,确保它们是干净的。如有必要,可再次清洗。让零件冷却至室温后再执行一次程序。在清洗接头和保护性金属帽时要戴上棉手套。
(g) Immediately after they are dry, give cleaned parts protection as specified in SOPM 20-70-01.
待零件干燥后,立即按照 SOPM 20-70-01 的规定对已清洁的零件进行保护。
(2) Tube Assemblies
管组件
CAUTION :DO NOT PUT THE ASSEMBLIES IN THE BOILING CHAMBER OF THE DEGREASER.
注意 :不要将组件放入脱脂剂的沸腾室中。
(a) Put the tube assemblies in the liquid phase of the degreaser for a minimum of 10 minutes. Maximum descent rate is 12 ft/min. If your equipment cannot move this slowly, use the slowest rate possible, because faster rates will cause more vapor to be released into the atmosphere. Also, refer to local regulations which could control the release of such vapors.
将管道组件放入脱脂剂的液相中至少 10 分钟。最大下降速度为 12 英尺/分钟。如果您的设备不能如此缓慢地移动,请尽可能使用最慢的速度,因为较快的速度会导致更多的蒸汽释放到大气中。此外,请参考当地可能控制此类蒸汽释放的法规。
(b) Move the basket to the vapor phase, and put the parts or the basket at an angle to drain the solvent. Let the tube assemblies stay in the vapor phase for a minimum of 5 minutes.
将篮子移到汽相处,将零件或篮子成一定角度放置,以便排出溶剂。让卡套管组件在气相中至少停留 5 分钟。
CAUTION :DO NOT USE SOLVENT FROM THE BOILING SUMP OF THE DEGREASER.
注意 :不要使用脱脂剂沸腾槽中的溶剂。
(c) With chlorinated solvent, internally flush all tube assemblies until there is a continuous flow from the other end of the tube assembly for a minimum of 1 minute. Keep parts at least 6 inches below the vapor level.
用氯化溶剂对所有管道组件进行内部冲洗,直到管道组件的另一端持续流出溶剂至少 1 分钟。保持零件至少低于蒸汽水平 6 英寸。
(d) Put the parts at an angle to drain the solvent.
将零件倾斜放置,以排出溶剂。
(e) Slowly remove the parts from the degreaser. Be sure to refer to local regulations which could control the release of the vapors.
从脱脂剂中缓慢取出零件。务必参考当地可能控制蒸汽释放的规定。
(f) Let the parts drain. Put the parts or the basket at an angle to help. Do not use compressed air or gas to remove the solvent.
让零件沥干。将零件或篮子倾斜放置,以帮助排水。不要使用压缩空气或气体清除溶剂。
(g) Examine the tubes to make sure they are clean. Clean them again if necessary.
检查管道,确保其清洁。必要时再次清洗。
(h) Immediately install protective plugs or caps to give the tube interiors protection from contamination.
立即安装保护塞或盖,以保护管道内部不受污染。
NOTE: Until the tubes are capped or plugged, use clean cotton gloves on the cleaned tubes.
注:在对管道进行封盖或堵塞之前,应使用干净的棉质手套接触清洗过的管道。
(i) Give the tubes protection and put them away with standard industry practices and the instructions in SOPM 20-44-02 and SOPM 20-70-01.
按照行业标准做法和 SOPM 20-44-02 和 SOPM 20-70-01 中的说明,对管道进行保护并将其放好。
E. Hydraulic Tube Assemblies
液压管组件
(1) Flush the tubes with liquid solvent, when necessary, to remove deposits of dirt, chips, etc. on the outer surface of the tubing. Keep nozzle and parts 6 inches below the vapor level. Do not use solvent directly from the degreaser sump.
必要时用液体溶剂冲洗管道,清除管道外表面的污垢、碎屑等。将喷嘴和零件保持在蒸汽水平面以下 6 英寸处。不要直接使用脱脂剂槽中的溶剂。
(2) For tubes 0.5 inch outside diameter or smaller, flush until there is a continuous flow from the other end of the tube for 1 minute minimum. For tubes larger than 0.5 inch outside diameter, flush until there is a continuous flow from the other end of the tube.
对于外径 0.5 英寸或更小的管子,至少冲洗 1 分钟,直到管子的另一端有持续的水流出。对于外径大于 0.5 英寸的管子,冲洗直至管子的另一端有持续的水流出。
(3) Put the parts in the warm liquid (condensate) phase for a minimum of 10 minutes.
将零件置于温液体(冷凝水)阶段至少 10 分钟。
(4) Move the basket to the vapor phase. Hold the parts in the vapor for a minimum of 5 minutes or until solvent stops condensing on parts.
将篮子移至蒸汽阶段。将零件放在蒸汽中至少 5 分钟,或直到溶剂停止在零件上凝结。
(5) Put the parts at an angle to drain the solvent.
将零件倾斜放置以排出溶剂。
(6) Slowly remove the parts from the degreaser. Be sure to refer to local regulations which could control the release of the vapor.
从脱脂剂中缓慢取出零件。务必参考当地可能控制蒸汽释放的规定。
(7) Let the parts drain. Put the parts on the basket at an angle to help. Do not use compressed air or gas to remove the solvent.
让零件沥干。将零件以一定角度放在篮子上,以帮助排出。不要使用压缩空气或气体清除溶剂。
(8) If necessary, clean the parts again. Let the parts cool to room temperature before you do the procedure again.
如有必要,再次清洗零件。让零件冷却到室温后再执行一次程序。
4. SOLVENT CLEANING 溶剂清洗
A. You can use this procedure to clean metals, painted surfaces and plastic parts (but not windows).
您可以使用此程序清洗金属、油漆表面和塑料零件(但不包括窗户)。
B. Methods of cleaning include manual cleaning, immersion and spray and flush.
清洗方法包括手工清洗、浸泡和喷淋冲洗。
C. Materials
材料
NOTE: Equivalent substitutes can be used.
注:可使用同等替代品。
(1) Acetone, technical (SOPM 20-60-01)
工业级丙酮 (SOPM 20-60-01)
(2) BIOACT 108 Precision Cleaner, Petroferm, 3938 Porett Drive, Gurnee, Illinois 60031
BIOACT 108 精密清洁剂,Petroferm, 3938 Porett Drive, Gurnee, Illinois 60031
(3) Butyl alcohol (SOPM 20-60-01)
丁醇(SOPM 20-60-01)
(4) Cee Bee A-916, V5K793
(5) Citra-Safe, V0K209
(6) Cleaning solvent (SOPM 20-60-01)
清洁溶剂(SOPM 20-60-01)
(a) BMS 11-7
(b) CDG-110, V0STM5
NOTE: A 1:1 mixture (by weight, +/-2%) of aliphatic naphtha and isopropyl alcohol is an acceptable substitute.
(c) CDG-211, V0STM5
NOTE: A 2:1:1 mixture (by weight, +/-2%) of aliphatic naphtha, isopropyl alcohol, and denatured ethyl alcohol is an acceptable substitute.
注:脂肪族石脑油、异丙醇和变性乙醇的 2:1:1 混合物(按重量计,+/-2%)是可接受的替代品。
(d) FCC-55, V0STM5
NOTE: A 1:1 mixture (by weight, +/-2%) of aliphatic naphtha and methyl propyl ketone is an acceptable substitute.
注:脂肪族石脑油和异丙醇的 1:1 混合物(按重量计,+/-2%)是可接受的替代品。
(7) Compound, fingerprint remover — MIL-C-15074 (SOPM 20-60-01)
复合物,指纹清除剂 — MIL-C-15074 (SOPM 20-60-01)
(8) Cotton gloves, lightweight, white, knitted
轻质白色针织棉手套
(9) DBE, DBE5, DBE-5 SPG, V18873
(10) Diethylene glycol monobutyl ether (butyl carbitol), V80524
二乙二醇单丁醚(丁基卡必醇),V80524
(11) Diethylene glycol monohexyl ether (hexyl carbitol), V80524
二乙二醇单己醚(己基卡比醇),V80524
(12) Ethyl alcohol, denatured, 95% (SOPM 20-60-01)
变性乙醇,95%(SOPM 20-60-01)
(13) Ethyl 3-ethoxyproprionate, technical, V74364
3-乙氧基丙酸乙酯,工业级,V74364
(14) Ethylene diacetate, technical, V74364
二乙酸乙酯,工业品,V74364
(15) 2-Ethylhexyl acetate, technical, V74364
2-乙基己基乙酸酯,工业级,V74364
(16) Extra Solv, V0TZ07
额外溶剂,V0TZ07
(17) Fluorinated solvents
含氟溶剂
(a) Freon TES, V18873
(b) Freon TF, V18873
(c) Genesolv D, V40991
(d) Genesolv DES, V40991
(e) Trichlorotrifluoroethane — MIL-C-81302, Type 1
三氯三氟乙烷–MIL-C-81302,类型 1
(18) FO 145 Special Tee Solvent, V01490
FO 145 特殊三通溶剂,V01490
(19) Isopropyl alcohol (SOPM 20-60-01)
异丙醇(SOPM 20-60-01)
(20) Ketate, V80524
酮酸酯,V80524
(21) Methyl ethyl ketone (MEK) (SOPM 20-60-01)
甲基乙基酮(MEK)(SOPM 20-60-01)
(22) Methyl isobutyl ketone (MIBK) (SOPM 20-60-01)
甲基异丁基酮(MIBK)(SOPM 20-60-01)
(23) Methyl propyl ketone (MPK) (SOPM 20-60-01)
甲基丙基酮(MPK)(SOPM 20-60-01)
(24) M.O.K., technical, V19630 or V36701
工业级 M.O.K.,V19630 或 V36701
(25) Naphtha/petroleum distillates
石脑油/石油馏分
(a) C-1470 solvent blend, V29672 or V86024
C-1470 混合溶剂,V29672 或 V86024
(b) P-D-680, Type 1, 2 or 3 (SOPM 20-60-01)
P-D-680, 类型 1、2 或 3 (SOPM 20-60-01)
(c) Aliphatic naphtha (SOPM 20-60-01)
脂肪族石脑油(SOPM 20-60-01)
(d) Mineral spirits (SOPM 20-60-01)
矿油精(SOPM 20-60-01)
(26) n-Octanol, technical
工业用正辛醇
(27) 1, 2-Propylene glycol
1, 2-丙二醇
(28) Soft-bristle fiber brush — Bay Bristle, V96383
软毛纤维刷 — Bay Bristle, V96383
(29) Tetrachloroethylene (perchloroethylene) (SOPM 20-60-01)
四氯乙烯(全氯乙烯)(SOPM 20-60-01)
(30) Toluene (SOPM 20-60-01)
甲苯(SOPM 20-60-01)
(31) 1,1,1 – Trichloroethane (methyl chloroform) (SOPM 20-60-01)
1,1,1-三氯乙烷(甲基氯仿)(SOPM 20-60-01)
(32) Trichloroethylene (SOPM 20-60-01)
三氯乙烯(SOPM 20-60-01)
(33) Wedco 3500, V0VMT4
(34) Winsol solvent blend No. 1 or SR-350, V62976
Winsol 1 号混合溶剂或 SR-350,V62976
(35) Wipers — BMS 15-5, Class A and B
抹布–BMS 15-5,A 级和 B 级
(36) Wipers, oil absorbing
吸油抹布
(a) P-110 pads, Powersorb Universal Sorbent, V76381
P-110 盘,Powersorb 通用吸油剂,V76381
(b) TO151 pads, Powersorb General Purpose Oil Sorbent, V76381
TO151 盘,Powersorb 通用油类吸附剂,V76381
(37) Xylene (SOPM 20-60-01)
二甲苯(SOPM 20-60-01)
D. General
通用
WARNING :WITHOUT PRECAUTIONS, THE CHEMICALS USED IN SOLVENT CLEANING CAN BE DANGEROUS TO PERSONS AND EQUIPMENT.
警告 :如不采取预防措施,溶剂清洗中使用的化学品可能对人员和设备造成危险。
CAUTION :DO NOT USE CHLORINATED SOLVENTS ON TITANIUM AND TITANIUM ALLOYS WHICH WILL BE IN TEMPERATURES OF 600°F (316°C) OR HOTTER DURING SUBSEQUENT PROCEDURES OR ON THE AIRPLANE. DO NOT LET SOLVENTS STAY ON THERMOPLASTIC MATERIALS. MOST THERMOPLASTICS (ACRYLIC, POLYCARBONATE, POLYSULFONE, ABS, ETC.) ARE SOLVENT SENSITIVE. USE ONLY SOLVENTS AND CLEANERS SHOWN IN TABLE 2 WHEN YOU CLEAN THERMOPLASTIC MATERIALS. DO NOT USE SOLVENTS ON COMPOSITE SURFACES THAT HAVE ONLY STATIC CONDITIONER FILLER 28-C-1 ON THEM. DO NOT LET SOLVENT FLOW INTO FAYING SURFACES OR BONDED JOINTS. DO NOT LET SOLVENT TOUCH CONTROL CABLES OR LUBRICATED SURFACES.
注意 :在随后的程序中或在飞机上,不要在温度为 600°F (316°C) 或更高的钛和钛合金上使用氯化溶剂。不要让溶剂残留在热塑材料上。大多数热塑性塑料(丙烯酸、聚碳酸酯、聚砜、ABS 等)对溶剂敏感。清洁热塑材料时,只能使用表 2 所示的溶剂和清洁剂。不要在只有静电调节填充剂 28-c-1 的复合材料表面上使用溶剂。不要让溶剂流入粘合表面或粘合接头。不要让溶剂接触控制电缆或润滑表面。
(1) Solvent cleaning will not remove such contamination as scale, corrosion products, paint and stains.
溶剂清洗不能清除污垢、腐蚀产物、油漆和污渍等污染物。
(2) Use clean gloves or suitable hooks or tongs on cleaned parts or surfaces.
在清洗过的零件或表面上使用干净的手套或合适的钩子或钳子。
CAUTION :DO NOT CONTAMINATE OR DAMAGE OTHER PARTS OR SURFACES WHEN YOU USE COMPRESSED AIR.
注意 :使用压缩空气时,不要污染或损坏其他零件或表面。
(3) Keep solvent out of faying surfaces, crevices, cracks, or other confined spaces. If solvent goes in, remove it with compressed air or hot air oven. Compressed air used to dry parts must be filtered to remove moisture, oil and solid particles.
让溶剂远离粘合表面、缝隙、裂缝或其他密闭空间。如果溶剂进入,用压缩空气或热风炉清除。用于干燥零件的压缩空气必须经过过滤,以去除湿气、油和固体颗粒。
(4) Paints, plastics, polymeric materials, adhesives, and equivalent materials must be fully cured before cleaning.
油漆、塑料、聚合材料、粘合剂和类似材料必须完全固化后才能清洗。




E. General cleaning
通用清洁
NOTE: This method is used to remove dirt when subsequent cleaning is specified by overhaul instructions. Use this method when preclean or precleaning is specified.
注: 在大修说明规定的后续清洁时,使用此方法清除污垢。在规定的预清洁或预清洗时使用此方法。
(1) Remove loose dirt, unwanted grease, or oil by wiping, scrubbing, or other physical means. Oil absorbing wipers will help oil removal without a solvent. Be careful not to smear the dirt over a larger area than necessary.
通过擦拭、擦洗或其他物理方法清除松散的污垢、不需要的油脂或油。吸油抹布有助于在不使用溶剂的情况下清除油污。注意不要将污垢涂抹在超过必要面积的地方。
(2) Get the applicable solvent for the material or coating to be cleaned. The solvent can be used again as necessary to remove the contamination.
为要清洗的材料或涂层准备适用的溶剂。必要时可再次使用溶剂清除污染物。
(3) Clean the surface by one or more of these three steps. Repeat as necessary to remove the dirt.
用上述三个步骤中的一个或多个步骤清洁表面。必要时可重复进行,以清除污垢。
(a) Wet the surface with solvent and wipe or scrub with a wiper, sponge, or brush.
用溶剂打湿表面,然后用抹布、海绵或刷子擦拭或刷洗。
(b) Put the part in solvent and let the dirt soak. If necessary, wipe or scrub the surface with a wiper, sponge, or brush.
将零件放入溶剂中,让污垢浸泡。如有必要,用抹布、海绵或刷子擦拭或刷洗表面。
(c) Spray or flow the solvent on the surface to help in cleaning or rinsing.
在表面上喷洒或流动溶剂,以帮助清洁或冲洗。
(4) Rinse the surface with clean solvent and clean wipers.
用干净的溶剂和干净的抹布冲洗表面。
(5) Wipe up excess solvent and let the surface drain dry.
擦去多余的溶剂,让表面晾干。
F. Final Cleaning
最后清洗
NOTE: This method is used when a thoroughly cleaned surface is necessary for subsequent procedures such as painting, adhesive bonding.
注:此方法用于需要彻底清洁的表面,以便进行后续程序,如喷漆、粘接。
(1) If necessary, clean as specified in Paragraph 4.E.
如有必要,按第 4.E 段规定的方法清洁。
(2) Get the applicable solvent for the material or coating to be cleaned. Mixtures of the applicable solvents can be used. Do not final clean with solvents which have more than 50 ppm of non-volatile solids.
为要清洗的材料或涂层获取适用的溶剂。可使用适用溶剂的混合物。不要使用非挥发性固体含量超过 50 ppm 的溶剂进行最终清洁。
(3) Soak a clean wiper with solvent. Apply the solvent to the wiper; do not put the wiper into the solvent container.
用溶剂浸泡干净的抹布。将溶剂涂抹在抹布上;不要将抹布放入溶剂容器中。
(4) Rub the surface with the solvent soaked wiper. Immediately wipe dry. Do not let the solvent evaporate from the surface.
用浸过溶剂的抹布擦拭表面。立即擦干。不要让溶剂从表面挥发。
(5) Do Paragraph 4.F.(4) again until the wiper shows no dirt. Frequently change dirty wipers for clean ones.
再次执行第 4.F.(4)段,直到抹布上没有污垢为止。经常把脏抹布更换成干净的。
(6) Examine for complete cleanliness as follows:
按以下步骤检查是否完全清洁:
(a) With reflected light, examine the surface. The surface must have no dirt, corrosion, oil, grease or unwanted matter.
用反射光检查表面。表面不得有污垢、腐蚀、油、油脂或不需要的物质。
(b) When wiped with a clean, dry, white or light-colored lint-free wiper, the parts must not put contamination on the wiper or change its color.
用干净、干燥、白色或浅色的无绒毛抹布擦拭时,零件不得沾染抹布上的污物或改变其颜色。
(7) Clean the parts again by this procedure, if necessary.
如有必要,可按此程序再次清洁零件。
(8) Give the cleaned surfaces protection from dust, fingerprints, or other contamination.
保护已清洁的表面,防止灰尘、指纹或其他污染。
G. Spot Cleaning on Solid Surfaces
固体表面的污点清洁
(1) Remove loose dirt, grease, or oil with a clean wiper. Be careful not to make the dirty area larger or rub the contamination into the surface.
用干净的抹布清除松散的污垢、油脂或油。注意不要扩大脏污区域或将污染物擦入表面。
(2) Use a clean wiper wet with solvent. Make it into a pad to control the area it will touch.
使用沾有溶剂的干净抹布。将其做成盘状,以控制其接触的面积。
(3) Rub this wet pad around the outside edge of the spot and gradually go into the center. Change to a clean surface of the wiper, or to a clean wiper, as the dirt is collected.
用这块湿盘在污点外缘擦拭,然后逐渐进入中心。随着污垢的收集,换上干净的抹布表面,或者换上干净的抹布。
(4) Clean again until the spot is gone.
再次清洁,直到污点消失。
(5) Dry with a clean, dry wiper. Clean solvent can be permitted to dry by evaporation or with compressed air.
用干净的干抹布擦干。清洁溶剂可通过蒸发或压缩空气干燥。
H. Spot Cleaning on Fabric
织物上的污点清洁
(1) Put a clean, dry absorbent wiper under the spot on the fabric material.
在织物材料上的污点下放一块干净、干燥的吸水抹布。
(2) Let the solvent go through the fabric into the dry wiper. Change the wiper frequently to put a clean, dry surface under the spot.
让溶剂穿过织物进入干抹布。经常更换抹布,使污点处有一个干净、干燥的表面。
(3) When the stain is gone, use clean, dry wipers to dry the area. Do not rub.
当污点消失后,用干净的干抹布擦干该区域。切勿摩擦。
I. Removal of Hydraulic Fluid, Fuel, and Soils
清除液压油、燃料和泥土
NOTE: Manual alkaline cleaning as specified in Paragraph 6. can be used instead of this procedure. When paint, adhesive, sealant, or other protective finish is to be applied, this procedure must be followed by final cleaning as specified in Paragraph 4.F.
注: 可使用第 6.段规定的手工碱性清洗代替此程序。如果要涂漆、粘合剂、密封胶或其他保护性饰面,则必须按照第 4.F 段规定的最终清洁程序进行此程序。
(1) Use one of the following solvents:
使用下列溶剂之一:
CAUTION :DO NOT LET P-D-680 OR TT-N-95 SOLVENTS GET ON CONTROL CABLES OR LUBRICATED AREAS.
警告 :不要让 P-D-680 或 TT-N-95 溶剂沾到控制电缆或润滑部位。
(a) P-D-680 Type 1, 2, or 3 or TT-N-95, Type 2
P-D-680 1、2 或 3 型或 TT-N-95 2 型
CAUTION :DO NOT LET THESE TWO SOLVENTS GET ON CONTROL CABLES, LUBRICATED AREAS, ACRYLIC, PLASTIC, DECALS, OR NON SKYDROL-RESISTANT FINISHES.
警告 :切勿让这两种溶剂沾到控制电缆、润滑部位、丙烯酸树脂、塑料、贴花或非防尘饰面上。
(b) Tetrachloroethylene, or 1,1,1-trichloroethane.
四氯乙烯或 1,1,1-三氯乙烷。
(c) 40 percent ethyl alcohol in water.
40%乙醇水溶液。
NOTE: The cleaning efficiency of this alcohol-water mixture is limited. Oily contamination is removed by flushing action rather than by dissolving. A slight oily film could remain.
注意: 酒精-水混合物的清洁效率有限。油性污染物是通过冲洗作用而不是溶解作用去除的。可能会残留轻微的油膜。
(2) Soak a clean wiper with solvent and wring out excess solvent. If you use the alcohol-water mixture, the wiper must be thoroughly saturated and not wrung out. A soft-bristle brush can be used on rough surfaces, such as epoxy walkway coating.
用溶剂浸泡干净的抹布,拧出多余的溶剂。如果使用酒精和水的混合物,抹布必须完全浸透,不能拧干。软毛刷可用于粗糙表面,如环氧走道涂层。
(3) Rub the surface with the wet wiper or brush to remove the hydraulic fluid, fuel, or dirt. Do not let solvent get into faying surfaces.
用湿抹布或刷子擦拭表面,清除液压油、燃料或污垢。不要让溶剂进入粘合表面。
(4) With a clean wiper, immediately wipe dry all surfaces touched by the solvent.
用干净的抹布立即擦干溶剂接触到的所有表面。
5. FINGERPRINT REMOVAL 清除指纹
A. General
通用
(1) Use fingerprint removal compound MIL-C-15074, isopropyl alcohol, or a mixture of equal volumes of acetone and isopropyl alcohol. Oil-absorbing wipers can be used without solvent to remove most fingerprints from nonporous surfaces.
使用 MIL-C-15074 指纹清除剂、异丙醇或等量丙酮和异丙醇的混合物。不使用溶剂也可使用吸油抹布清除无孔表面上的大部分指纹。
(2) Use tongs, clean gloves, or equivalent protection on the parts.
在零件上使用钳子、干净的手套或同等保护措施。
B. Small Parts
小零件
(1) Put the parts into the solution as specified in Paragraph 5.A.(1) and shake them for 2 minutes.
将零件放入第 5.A.(1)段规定的溶液中,摇晃 2 分钟。
(2) Shake the parts in two successive clean portions of naphtha (Table 1) for 1 minute each.
连续两次将零件放入干净的石脑油(表 1)中摇晃,每次 1 分钟。
(3) Drain excess solvent.
排出多余的溶剂。
(4) Wipe parts dry with clean, dry cloth or dry them with clean, dry compressed air.
用干净的干布擦干零件,或用干净的干燥压缩空气吹干。
(5) Give the cleaned parts protection from dust, fingerprints or other contamination. Wrap if necessary.
保护清洁后的零件,防止灰尘、指纹或其他污染。必要时进行包扎。
C. Large Parts
大型零件
(1) Final clean as specified in Paragraph 4.F. with the solution specified in Paragraph 5.A.(1).
用第 5.A.(1)段规定的溶液按第 4.F.段规定进行最后清洗。
(2) Rinse at least twice with clean naphtha (Table 1).
至少用干净石脑油(表 1)冲洗两次。
6. ALKALINE CLEANING 碱性清洗
WARNING :ALKALINE CLEANING MATERIALS USUALLY REACT WITH MUCH FORCE WHEN MIXED WITH WATER. CONCENTRATED SOLUTIONS CAN BADLY BURN SKIN AND EYES. WEAR FACE SHIELDS AND PROTECTIVE CLOTHING WHEN YOU USE THESE MATERIALS. OBEY ALL SAFETY PRECAUTIONS.
警告 :碱性清洗剂与水混合时通常会发生剧烈反应。高浓度溶液会严重灼伤皮肤和眼睛。使用这些材料时,请戴上面罩并穿上防护服。遵守所有安全注意事项。
A. General
通用
(1) Alkaline cleaning is used to clean surfaces when a water-break-free surface is specified by procedures such as those which apply organic or inorganic finishes. A water-break-free surface is a surface which keeps a continuous water film for at least 30 seconds after the surface was sprayed or immersion rinsed in clean water colder than 100°F.
碱性清洗用于清洗按程序规定的无断水表面,如有机或无机饰面的表面。无断水表面是指在温度低于 100°F的清水中喷洒或浸泡冲洗表面后,至少 30 秒钟内表面仍能保持一层连续的水膜。
(2) Cleaning methods
清洁方法
(a) Method 1 — Soak cleaning – generally used for all metals. The surface action of the cleaner does most of the work, because there is not much agitation of the solution.
方法 1 — 浸泡清洗 — 通用于所有金属。清洗剂的表面作用起了大部分作用,因为溶液的搅拌作用不大。
(b) Method 2 — Spray cleaning – a good cleaning method because there is forced agitation of the solution on the surface of the part.
方法 2 — 喷雾清洗 — 这是一种很好的清洗方法,因为溶液会在零件表面强力搅拌。
(c) Method 3 — Electrolytic cleaning – preferred for cleaning metals before plating. A very good method because there is much agitation of the solution on the surface of the part.
方法 3 — 电解清洗 — 这是电镀前清洗金属的首选方法。这是一种非常好的方法,因为溶液会在零件表面进行大量搅拌。
(3) Visually examine the surfaces of the parts to make sure they do not have grease or oil. This will keep to a minimum the contamination of cleaning tanks and solutions, and make the alkaline cleaning work better. To remove oil and grease, vapor degrease, emulsion clean, manually solvent clean, or manually clean the surfaces. Be sure to fully dry the parts to prevent contamination of the alkaline cleaner with solvent.
目视检查零件表面,确保没有油脂。这样可以将清洗槽和溶液的污染降到最低,使碱性清洗效果更好。要清除油脂,可采用蒸汽脱脂、乳化液清洗、手工溶剂清洗或手工清洗表面。注意要充分擦干零件,防止碱性清洗剂被溶剂污染。
(4) Put all parts in positions or in the racks to make sure there is a good flow of solutions over all of the surfaces. Do not let parallel flat surfaces touch each other.
将所有零件摆放到位或放在架子上,确保所有表面都有良好的溶液流动。不要让平行的平面相互接触。
(5) When possible, after you use a heated solution, include a water-fog curtain above the rinse tank, to not let the solution dry on the part.
在可能的情况下,使用加热溶液后,在冲洗槽上方加一个水雾帘,以免溶液在零件上变干。
(6) If the parts are made of BMI reinforced composite, be sure to use the special Method 2 procedure in Paragraph 6.H.
如果零件由 BMI 增强复合材料制成,请务必使用第 6.H 段中的特殊方法 2 程序。
B. Materials
材料
NOTE: Equivalent substitutes can be used.
注:可使用同等替代品。
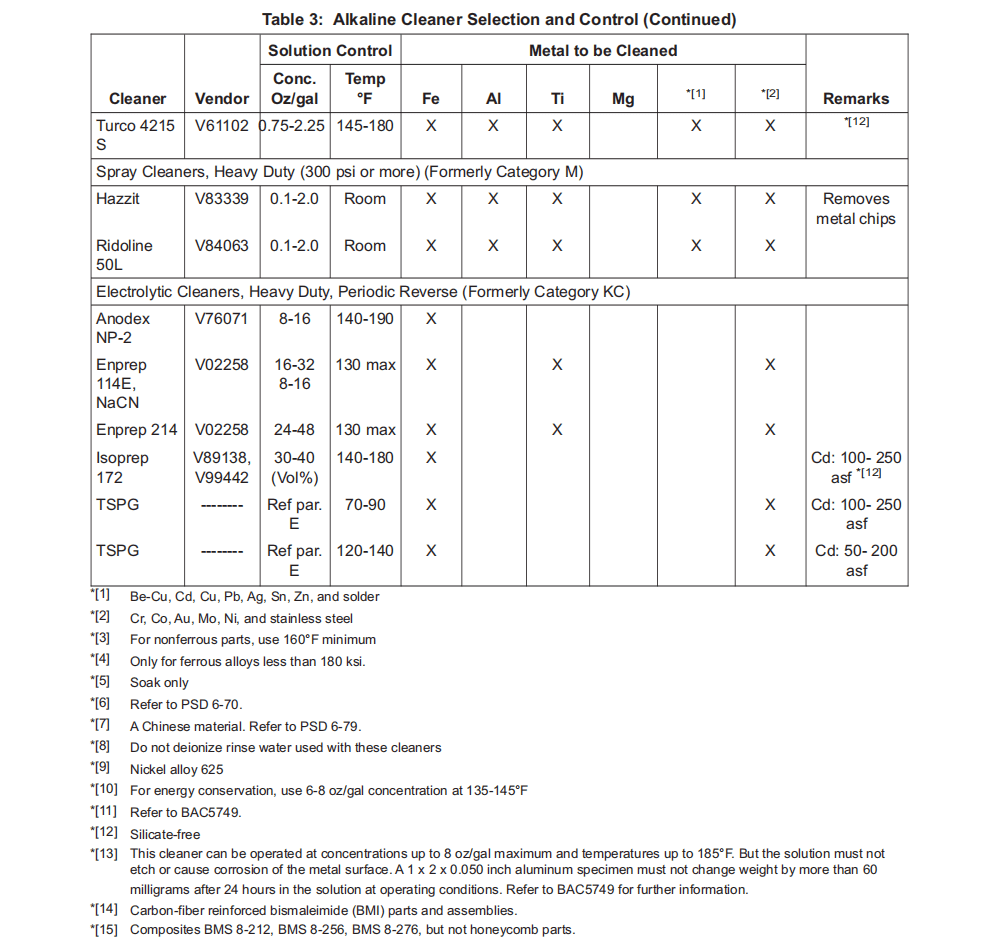
(1) Alkaline Cleaners — Refer to Table 3 for the recommended cleaners for each method.
碱性清洁剂 — 每种方法推荐的清洁剂参见表 3。
(2) Abrasive Materials
磨料
(a) Pumice grade FF
FF 级浮石
(b) Pumice detergent compound — Diversey-Wyandotte F1013, V83339
浮石洗涤剂化合物 — Diversey-Wyandotte F1013, V83339
(c) Tripoli powder
Tripoli 粉末
(3) Brushes, plater
电镀刷
(4) Cleaning pads — Scotch-Brite, Type A, I or S, V76381
清洁盘 — Scotch-Brite,A、I 或 S 型,V76381
(5) Wetting Agents
润湿剂
(a) Nacconol 90G, V87570 (Replaces Nacconol 90F)
Nacconol 90G,V87570(替代 Nacconol 90F)。
(b) Surfactant 9N9, V36701
表面活性剂 9N9,V36701
(c) Other nonionic water-soluble detergent as specified in MIL-D-16791, Type 1
MIL-D-16791,类型 1 规定的其他非离子水溶性洗涤剂
(6) Wipers — BMS 15-5, Classes A and B
抹布–BMS 15-5,A 级和 B 级
(7) Sodium chromate, technical
工业铬酸钠
C. Preparation of Compounded-Formula Cleaner Solutions
配制复合配方清洁剂溶液
NOTE: For periodic-reverse cleaners, refer to Paragraph 6.D. thru Paragraph 6.G. For caustic-soak cleaner, refer to Paragraph 6.H.
注: 对于定期反向清洁剂,请参见第 6.D 至 6.G 段;腐蚀性浸泡清洁剂,请参见第 6.H 段。
(1) For the cleaner to be used, refer to Table 3 for the concentrations and temperatures ranges.
所用清洁剂的浓度和温度范围参见表 3。
(2) Fill the tank approximately 1/2 full of cold water.
将冷水注入槽约 1/2 满。
(3) Add the compounded cleaner to the middle of the concentration range. Add the cleaners slowly and mix until they dissolve. These alkaline materials will give out heat as they dissolve.
将复合清洁剂加入浓度范围的中间值。缓慢加入清洁剂并搅拌至溶解。这些碱性材料在溶解时会放出热量。
(4) Add water to the operating level.
加水至操作水平。
(5) Heat the solution to the correct temperature range. Make analyses and adjust the solution as necessary. Mix well after you add the chemicals to the solution.
将溶液加热到正确的温度范围。进行分析并根据需要调整溶液。将化学品加入溶液后,充分混合。
(6) Mix all cleaning solutions after they are not used a long time, or after you add chemicals or water, to make sure the concentration stays constant.
在长时间不使用后,或在添加化学品或水后,混合所有清洁溶液,以确保浓度恒定。
D. Preparation of Enprep Periodic-Reverse Cleaner Solutions
配制 Enprep 周期性还原清洁剂溶液
(1) Fill the tank approximately 1/2 full of water.
将水箱注满大约 1/2 的水。
(2) For each 10 gallons of final solution, slowly apply 25 pounds of Enprep 214 cleaner solution equally across the water surface. Mix well.
对于每 10 加仑的最终溶液,缓慢地将 25 磅的 Enprep 214 清洁剂溶液平均涂抹在水面上。充分混合。
NOTE: As an alternative to Enprep 214, you can use 15 pounds of Enprep 114E and 7.5 pounds of sodium cyanide.
注: 作为 Enprep 214 的替代品,可使用 15 磅 Enprep 114E 和 7.5 磅氰化钠。
(3) Heat the solution to the correct temperature, add water to the operating level and mix well.
将溶液加热至正确温度,加水至操作水平并混合均匀。
(4) Make analyses and adjust the solution as necessary. Refer to Table 3 for the concentration and temperature ranges.
分析并根据需要调整溶液。浓度和温度范围参见表 3。
(5) When the Enprep 214 solution causes smut on the parts, dummy plate at 1 to 2 volts (in the plating polarity) overnight with a corrugated sheet of mild steel.
当 Enprep 214 溶液在零件上造成污点时,用波纹状的低碳钢板在 1 至 2 伏特(电镀极性)下假镀一夜。
E. Preparation of Trisodium Phosphate – Glutomic (TSPG) Cleaner Solutions
制备磷酸三钠-谷氨酰胺 (TSPG) 清洗剂溶液
NOTE: This solution can be operated at 80°F or 130°F.
注: 该溶液可在 80°F 或 130°F 下操作。
(1) Fill a cleaned tank to the 3/4 level with water. Slowly add these chemicals. Mix well after you add each chemical.
将水注入清洁槽至 3/4 水位。慢慢加入这些化学品。加入每种化学品后都要充分混合。

(2) Add water to the operating level.
加水至操作水平。
(3) Make analyses and adjust the solution to be in these limits:
分析并调整溶液,使其在上述范围内:

(4) To use the solution again after it was cooled, heat the solution to the correct temperature and mix until all of the chemicals are dissolved again.
若要再次使用冷却后的溶液,可将溶液加热到正确的温度并混合,直到所有化学物质再次溶解。
F. Preparation of Isoprep 172 Cleaner Solution
配制 Isoprep 172 清洗剂溶液
(1) Fill the tank approximately ½ full of water.
将水箱注满大约 1/2 的水。
(2) For each 100 gallons of solution, add 35 gallons of Isoprep 35 liquid concentrate.
每 100 加仑溶液加入 35 加仑 Isoprep 35 浓缩液。
(3) Add water to the operating level. Stir the solution as you add the water.
加水至操作水平。加水时搅拌溶液。
(4) Heat the solution to the operating temperature.
将溶液加热至操作温度。
(5) Make analyses and adjust the solution as necessary. Refer to Table 3 for the concentration and temperature range. Control the temperature to within 10 degrees of the value you set.
进行分析并根据需要调整溶液。浓度和温度范围请参见表 3。将温度控制在所设定值的 10 度以内。
G. Preparation of Anodex Cleaner Solution
配制 Anodex 清洁剂溶液
(1) Fill the tank approximately ½ full of water.
将水箱注满大约 1/2 的水。
(2) For each gallon of final solution, add 12 ounces of Anodex NP2 cleaner and stir continuously.
每加仑最终溶液加入 12 盎司 Anodex NP2 清洁剂并不断搅拌。
(3) Add water to the operating level and mix fully.
加水至操作水平并充分混合。
(4) Make analyses and adjust the solution as necessary. Refer to Table 3 for the concentration and temperature range.
根据需要分析和调整溶液。浓度和温度范围参见表 3。
H. Preparation of Caustic-Soak Cleaner Solution
配制苛性钠浸泡清洁剂溶液
(1) Fill the tank approximately 1/2 full with water.
将槽注满大约 1/2 的水。
(2) For each gallon of final solution, apply 1 pound of sodium hydroxide over the water surface. Apply it slowly and mix well.
每加仑最终溶液在水面上涂抹 1 磅氢氧化钠。缓慢涂抹并充分混合。
(3) Heat the solution to the operating temperature. Add water to the operating level and mix well.
将溶液加热至工作温度。加水至操作水位并搅拌均匀。
(4) Add 0.1 ounce (fluid or dry) of wetting agent for each gallon of final solution. Mix well.
每加仑最终溶液加入 0.1 盎司(液体或干性)润湿剂。充分混合。
(5) Make analyses and adjust the solution as necessary. Refer to Table 3 for the concentration and temperature limits.
根据需要对溶液进行分析和调整。有关浓度和温度限制,请参见表 3。





I. Method 1 — Soak Cleaning
方法 1 — 浸泡清洗
(1) Mix all cleaning solutions again after they are not used for a long time, and after you add chemicals or water, to make sure the concentration stays constant.
在长时间不使用、添加化学品或水后,重新混合所有清洁溶液,以确保浓度恒定。
(2) Put the parts fully into the cleaning solutions. When possible, shake the parts during the procedure. You can use ultrasonic methods.
将零件完全放入清洗液中。可能的话,在程序中摇晃零件。可以使用超声波方法。
(3) Let the parts soak until the dirt is removed and the surface is water break free after the rinse. If necessary, remove dirt and ink marks with alkaline cleaner, solvents, Grade FF pumice or Tripoli powder.
让零件浸泡,直到污垢去除,冲洗后表面无水。如有必要,可使用碱性清洁剂、溶剂、FF 级浮石或Tripoli粉清除污垢和墨迹。
J. Method 2 — Spray Cleaning
方法 2 — 喷雾清洁
NOTE: This method is not to be used on magnesium parts.
注:此方法不适用于镁质零件。
(1) Light Duty
轻度脏污
(a) Metals
金属
1) Spray clean until the contamination is removed and the surface is water-break-free after the rinse.
喷淋清洗,直至污染物被清除,且表面在冲洗后无水渍。
2) Keep a constant flow of solution at 10-80 psi through a minimum of 90 percent of the nozzles at all times.
至少 90% 的喷嘴始终保持 10-80 psi 的恒定溶液流量。
(b) BMI composite parts and assemblies
BMI 复合零件和组件
1) Use ALK-660 cleaner as indicated in Table 3.
按照表 3 中的说明使用 ALK-660 清洁剂。
2) Spray the solution on the parts and let it soak approximately 5 minutes. If necessary, use plater brushes, Scotch-Brite pads or BMS 15-5 wipers and apply more cleaner. Do not let the cleaner dry on the surfaces or collect in pockets.
将溶液喷洒在零件上,让其浸泡约 5 分钟。如有必要,使用电镀刷、Scotch-Brite 盘或 BMS 15-5 抹布,并涂抹更多的清洁剂。不要让清洁剂在表面上变干或积聚成袋。
3) Fully rinse as shown in paragraph (9)(b) below.
如下文第 (9)(b) 段所示,充分冲洗。
4) Clean and rinse again as necessary until the contamination is gone from the surfaces.
根据需要再次清洁和冲洗,直到表面上的污染物消失为止。
5) Keep a constant flow of solution at 10-80 psi through a minimum of 90 percent of the nozzles at all times.
始终保持 10-80 psi 的恒定溶液流通过至少 90%的喷嘴。
(c) Epoxy composite parts
环氧树脂复合零件
1) Spray the solution on the parts and let it soak approximately 1-5 minutes. If necessary, use plater brushes, Scotch-Brite pads or BMS 15-5 wipers and apply more cleaner. Do not let the cleaner dry on the surfaces or collect in pockets.
将溶液喷洒在零件上,让其浸泡约 1-5 分钟。如有必要,使用电镀刷、Scotch-Brite 盘或 BMS 15-5 抹布,并涂抹更多的清洁剂。不要让清洁剂在表面上变干或聚集成袋。
2) Be sure to clean along rows of fastener holes on each side of the part to remove such unwanted matter as chips and drill lubricant from the holes.
确保沿着零件两侧的紧固件孔进行清洁,以清除孔中的碎屑和钻孔润滑剂等不需要的物质。
(2) High pressure
高压
(a) Adjust the nozzle pressure to 300-400 psi.
将喷嘴压力调至 300-400 psi。
(b) Spray on the solution and then the rinse water, but do not let the part surfaces stay in the spray for more than 10 seconds at a time.
先喷溶液,再喷冲洗水,但每次不要让零件表面在喷液中停留超过 10 秒钟。
(c) Spray rinse at line pressure.
以管路压力喷淋冲洗水。
(d) Visually examine the parts to make sure all metal chips and other solid particles are gone. Clean again if necessary.
目测检查零件,确保所有金属屑和其他固体颗粒都已清除。必要时再次清洗。
K. Method 3 — Electrolytic Cleaning
方法 3 – 电解清洗
NOTE: This method is preferred for parts which are to be subsequently plated.
注:对于随后要电镀的零件,最好采用此方法。
(1) Make electrical connections to the parts. Use a sufficiently large contact area to let the current flow without local heating or metal damage.
对零件进行电气连接。使用足够大的接触面积,让电流流动而不会造成局部发热或金属损坏。
(2) Make your selection of cleaner, prepare the solution as specified in Paragraph 6.B. above, and clean the parts as specified in Paragraph 6.K.(3) and on which follow.
选择清洁剂,按照上文第 6.B 段的规定配制溶液,并按照第 6.K.(3)段和下文的规定清洁零件。
(3) Enprep periodic-reverse-clean procedure for low alloy steel, chromium, cobalt, molybdenum, and titanium.
低合金钢、铬、钴、钼和钛的 Enprep 定期反向清洁程序。
(a) Put the parts in the solution. Start cathodic for 10 to 15 seconds then switch to anodic for 15 to 20 seconds. Use approximately 25-100 amps for each square foot, at 6 to 9 volts.
将零件放入溶液中。开始阴极清洗 10 至 15 秒,然后转为阳极清洗 15 至 20 秒。每平方英尺大约使用 25-100 安培,电压为 6 至 9 伏。
(b) Continue the periodic reverse cleaning for 5 to 10 minutes or until descaled and water break-free surface is obtained. You can use Scotch-Brite pads or pumice or Tripoli powder to help remove the dirt, but this must be followed by periodic reverse cleaning.
继续定期反向清洗 5 至 10 分钟,直至表面除垢、无水渍。您可以使用 Scotch-Brite 盘或浮石粉或Tripoli粉帮助清除污垢,但随后必须定期反向清洁。
CAUTION :ALWAYS END WITH ANODIC CLEANING.
注意:始终以阳极清洗结束。
(c) Switch to anodic cleaning at 2.5 to 5.0 volts for 2 to 5 minutes.
转为阳极清洗,电压为 2.5 至 5.0 伏,时间为 2 至 5 分钟。
(4) Enprep periodic-reverse-clean procedure for nickel
镍的 Enprep 定期反向清洁程序
(a) If the surfaces have smut, anodically clean for 5 minutes maximum at 30-75 amps for each square foot. Then switch to cathodic for 3 seconds at 25-75 amps for each square foot. Then switch back to anodic for 10-15 seconds at the same current. Do not use voltage control.
如果表面有污垢,每平方英尺用 30-75 安培阳极清洗最多 5 分钟。然后转为用每平方英尺 25-75 安培阴极清洗 3 秒钟。然后以相同的电流转回阳极清洗 10-15 秒。不要使用电压控制。
(b) Continue this as necessary. Then remove loose dirt with Type S Scotch-Brite pads.
根据需要继续这样做。然后用 S 型 Scotch-Brite 盘清除松动的污垢。
(5) TSPG periodic-reverse-clean procedure for low alloy steel, corrosion resistant steel, nickel and chromium.
用于低合金钢、耐腐蚀钢、镍和铬的 TSPG 定期反向清洁程序。
NOTE: This solution can be operated at 80°F or 130°F.
注:该溶液可在 80°F 或 130°F 下使用。
(a) If the solution is used at 80°F, periodic reverse clean at 100-250 amps for each square foot. Use a 20-second anodic cycle and then a 10-second cathodic cycle. Continue this as necessary. For scale removal, 5-20 minutes will be necessary. For activation before plating, 1-2 minutes will be necessary. Always complete the procedure on the anodic cycle.
如果溶液在 80°F 温度下使用,则以每平方英尺 100-250 安培的电流进行定期反向清洁。阳极循环 20 秒,阴极循环 10 秒。必要时继续这样做。除垢需要 5-20 分钟。对于电镀前的活化,需要 1-2 分钟。始终在阳极循环中完成程序。
(b) If the solution is used at 130°F, periodic reverse clean at 50-200 amps for each square foot. Use a 20-second anodic cycle and then a 10-second cathodic cycle. Continue this as necessary. For scale removal, 5-10 minutes will be necessary. For activation before plating, 1-2 minutes will be necessary. Always complete the procedure on the anodic cycle.
如果溶液在 130°F 温度下使用,则以每平方英尺 50-200 安培的电流定期反向清洁。阳极循环 20 秒,阴极循环 10 秒。必要时继续这样做。除垢需要 5-10 分钟。对于电镀前的活化,需要 1-2 分钟。始终在阳极循环中完成程序。
(6) Isoprep 172 periodic-reverse-clean procedure for low alloy steel, corrosion resistant steel, nickel and chromium
低合金钢、耐腐蚀钢、镍和铬的 Isoprep 172 定期反向清洗程序
(a) Put the parts completely in the solution.
将零件完全放入溶液中。
(b) Periodic reverse clean at 25-70 amps for each square foot, with the part alternately anodic for approximately 20 seconds and cathodic for approximately 10 seconds. Always start and end on the anodic cycle. Use only current control. Then the voltage will typically be 1.7-4 volts dc.
以每平方英尺 25-70 安培的电流定期反向清洗,零件交替阳极约 20 秒,阴极约 10 秒。始终以阳极循环开始和结束。仅使用电流控制。电压一般为 1.7-4 伏直流。
(c) On low alloy steel, for removal of heavy scale or rust, 5 to 15 minutes will be necessary. For activation of abrasive cleaned surfaces, 4 to 10 minutes will be necessary.
在低合金钢上,要清除严重的垢或铁锈,需要 5 至 15 分钟。要活化磨料清洁过的表面,则需要 4 至 10 分钟。
(d) On PH steel, for removal of heavy scale or rust, 5 to 20 minutes will be necessary, along with a light abrasive cleaning. For activation of abrasive cleaned surfaces, 3 to 10 minutes will be necessary.
在 PH 钢上,要清除严重的垢或铁锈,需要 5 至 20 分钟,同时进行轻度磨料清洁。如要活化研磨剂清洗过的表面,则需要 3 至 10 分钟。
(7) Anodic Cleaning
阳极清洗
(a) Put the parts completely in the electrolytic solution.
将零件完全放入电解溶液中。
(b) Anodically clean for 1 to 10 minutes at the indicated current density:
以指定的电流密度进行阳极清洗 1 至 10 分钟:
1) Cobalt, nickel — 5-10 amps per square foot
钴、镍 — 每平方英尺 5-10 安培
2) Ferrous, silver, tungsten or their alloys — 5-50 amps per square foot
铁、银、钨或其合金 — 每平方英尺 5-50 安培
3) Copper — 5-15 amps per square foot for 5-15 seconds. As an option, you can switch to cathodic for 5-15 seconds.
铜 — 每平方英尺 5-15 安培,持续 5-15 秒。可选择改用阴极法,持续 5-15 秒。
(c) Do not use acid activation after this anodic cleaning-activation step.
在阳极清洗-活化步骤之后,不要使用酸活化。
(8) Rinsing
漂洗
(a) Metal parts
金属零件
1) Parts can be spray rinsed or immersion rinsed after they are alkaline cleaned. Do not immersion rinse parts from alkaline solutions in tanks used to rinse parts from acid solutions, unless there is a sufficient flow of water into the tank to be sure that insoluble materials stay mixed in the solution and do not collect on part surfaces.
在对零件进行碱性清洗后,可对其进行喷淋漂洗或浸泡漂洗。不要将碱性溶液中的零件浸入用来冲洗酸性溶液零件的槽中,除非槽中有足够的水流,以确保不溶性物质一直混在溶液中,不会聚集在零件表面。
2) When you rinse the parts, do not let the cleaner dry on the surfaces. Make sure you hit all surfaces of the parts with the spray. Parts must be water-break-free after the rinse.
冲洗零件时,不要让清洁剂在零件表面变干。确保喷洒到零件的所有表面。冲洗后,零件必须没有水渍。
3) A spray rinse is recommended before the immersion rinse to remove cleaner and to prevent dried cleaner. In the immersion rinse, soak the parts for 5 minutes or more, and shake the part or the rinse water to help remove the cleaner.
建议在浸泡冲洗前进行喷淋冲洗,以去除清洁剂并防止清洁剂变干。在浸泡冲洗时,应将零件浸泡 5 分钟或更长时间,并晃动零件或冲洗水以帮助去除清洁剂。
(b) Composite parts
复合零件
1) Rinse a minimum of three times with clean water, 120 degrees F. or cooler. Spray the water on the parts with pressure of 200 psi maximum, or flush the parts. In areas which could collect water, rub with a clean wet cloth or sponge. Wring out the cloth or sponge with fresh water and wipe the surfaces a minimum of two more times. Be sure to rinse all holes for fasteners.
至少用华氏 120 度或更低温度的清水冲洗三次。用最大 200 psi 的压力将水喷在零件上,或冲洗零件。在可能积水的地方,用干净的湿布或海绵擦拭。用清水拧干抹布或海绵,再擦拭表面至少两遍。确保冲洗所有紧固件孔。
2) Examine the surfaces for complete removal of contamination. Clean again if necessary.
检查表面的污染物是否完全清除。必要时再次清洁。
3) Spray rinse the parts. Do not let cleaner dry on the parts. Make sure you hit all surfaces of the parts with the spray. Water break free surfaces are not necessary, but if the rinse water makes beads on the surfaces it is a sign of incomplete contamination removal.
喷水冲洗零件。不要让清洁剂在零件上变干。确保喷洒到零件的所有表面。不一定要在表面断水,但如果冲洗水在表面形成水珠,则表明污染物清除不彻底。
(9) Post Rinse
冲洗后
(a) Dry the metal and composite parts unless a wet procedure immediately follows. Keep the parts dry and free from oils, grease, fingerprints or other contamination. Wrap parts in paper if necessary.
擦干金属和复合材料零件,除非随后立即进行湿程序。保持零件干燥,避免油、油脂、指纹或其他污染物。必要时用纸包好零件。
(b) Unless a wet procedure follows, composite parts must be fully dried, by ambient air or heated air, or for a maximum of 30 minutes in a dryer with air no hotter than 140 degrees F.
除非随后进行湿程序,否则必须用环境空气或加热空气将复合材料零件完全烘干,或在空气温度不超过华氏 140 度的烘干机中最多烘干 30 分钟。
7. EMULSION CLEANING (IMMERSION AND SPRAY) 乳液清洗(浸泡和喷淋)
A. Emulsion cleaners are used to remove heavy soils, oil and grease from parts or to prevent carryover of contaminants into subsequent processing tanks. This is Type 1 cleaning as specified in BAC5763.
乳液清洁剂用于清除零件上的重垢、油脂或防止污染物带入后续加工槽。这是 BAC5763 规定的第 1 类清洗。
B. Materials
材料
(1) Formula 28, V82726
(2) Aerowash, V0XVD0
(3) Cee-Bee A-7X7, V5K793
(4) Cee-Bee A-7X7 LF, V5K793
(5) GMC 528-B, V1WF68
(6) Solvent – Aliphatic naphtha, TT-N-95, Type 1 (Replaces BMS 3-2 Type 1) (Ref SOPM 20-60-01)
(7) Turco Jet Clean C, V61102
(8) Turco 3878 (Formerly Emul-Klene), V61102
(9) Turco 3878 LF-NC (Formerly Emul-Klene LTNF), V61102
C. Preparation of Type I Emulsion Cleaner Solutions
配制 I 型乳液清洁剂溶液
(1) For each 100 gallons of final solution as specified in Table 4, add the water and cleaner in the sequence that follows:
对于表 4 规定的每 100 加仑最终溶液,按以下顺序加入水和清洁剂:
(a) Add 20 to 25 gallons of water to the tank.
向槽中加入 20 至 25 加仑的水。
(b) Slowly add the quantity of cleaner specified in Table 4 and mix fully.
缓慢加入表 4 规定数量的清洁剂并充分混合。
(c) Slowly add the remaining water to make up 100 gallons of final solution and mix thoroughly.
缓慢加入剩余的水,配成 100 加仑的最终溶液并充分混合。
NOTE: As an alternative, for Formula 28 Cleaner, slowly add 64 gallons of aliphatic naphtha and mix thoroughly. Then add water to make 100 gallons of final solution and mix thoroughly.
注: 作为 28 号配方清洁剂的替代方法,缓慢加入 64 加仑脂肪族石脑油并充分混合。然后加水至 100 加仑最终溶液并充分混合。

D. Operation and Maintenance of Type I Emulsion Cleaner Solutions
I 型乳化液清洁剂溶液的操作和维护
(1) Make an analysis as necessary to keep the correct dilutions throughout the life of the solution.
根据需要进行分析,以便在溶液的整个使用期内保持正确的稀释度。
(2) Skim or filter the solutions as often as necessary to keep clean parts.
根据需要经常撇去或过滤溶液,以保持零件清洁。
(3) Operate and keep Type I cleaner solutions as specified in Table 4.
按表 4 规定的方法操作和保存 I 型清洁剂溶液。
E. Immersion Cleaning
浸入式清洗
(1) Put parts in the solution for 5-30 minutes as necessary for the dirt to be removed.
视污垢去除的需要,将零件放入溶液中 5-30 分钟。
(2) Unless tank solutions are vigorously agitated, lift out and put parts back into the solution again at least three times during the procedure to remove all oils and greases.
除非槽内溶液被剧烈搅拌,否则在程序中至少三次将零件抬出并再次放入溶液中,以去除所有油脂。
(3) Rinse fully, best in warm water (90-140°F), for 5 minutes minimum. A spray or agitated immersion rinse is best to help emulsification and dirt removal.
充分冲洗,最好用温水(90-140°F)冲洗至少 5 分钟。最好采用喷淋或搅拌浸泡冲洗,以帮助乳化和清除污垢。
(4) Continue with other procedures as quickly as possible after emulsion cleaning.
在乳化液清洗后,尽快继续执行其他程序。
F. Spray Cleaning
喷雾清洗
(1) Spray parts with cleaning solution for 5-20 minutes. Parts must be in racks to let the spray touch all portions of parts.
用清洁液喷洗零件 5-20 分钟。零件必须放在架子上,让喷雾接触到零件的所有部分。
(2) Rinse fully, best in warm water (90-140°F), for 5 minutes minimum. A spray or agitated immersion rinse is best to help emulsification and dirt removal.
充分冲洗,最好用温水(90-140°F)冲洗至少 5 分钟。最好采用喷淋或搅拌浸泡冲洗,以帮助乳化和清除污垢。
(3) Continue with other procedures as quickly as possible after emulsion cleaning.
乳化清洗后,尽快继续其他程序。
G. After this procedure, the surfaces must be free from all grease, oil, grease pencil marks and other organic contamination. Because this Type 1 emulsion cleaning is usually followed by other cleaning procedures, a water-break-free surface is not necessary at this time.
完成此程序后,表面必须没有任何油脂、油、油笔迹和其他有机污染物。由于此 1 类乳化液清洗后通常还要进行其他清洗程序,因此此时不需要无断水表面。
8. MANUAL CLEANING (COLD ALKALINE, SOLVENT EMULSION AND FOAM CLEANERS) 手工清洗(冷碱性、溶剂型乳液和泡沫清洗剂)
A. This manual cleaning of surfaces with liquid water base alkaline cleaners, solvent emulsion cleaners, and foam cleaners comes from BAC5744. This procedure can be used on all metals, plastic, and painted surfaces.
使用液态水碱性清洗剂、溶剂乳液清洗剂和泡沫清洗剂对表面进行手工清洗的方法源自 BAC5744。该程序可用于所有金属、塑料和油漆表面。
B. Materials
材料
(1) Calla 301 or 301A, V19457
(2) Cee Bee A-410B, V5K793
(3) Cee Bee 280, V5K793
(4) Cee Bee 280TC, V5K793
(5) Cleaners as specified in MIL-C-25769
(6) DuBois C-1102, V72008
(7) Formula 28, V89138 or V99442
(8) Hydrex 09, V8V521
(9) Intex 8201, V78304
(10) Intex 8239, V78304
(11) Metaclean AC, V98364
(12) Navee 427, V56883
(13) Oakite 202, V44389
(14) Oakite 204, V44389
(15) Pacific B-82, V93965
(16) Pennwalt 2271R, V99987
(17) Solvent P-D-680 (Ref SOPM 20-60-01)
(18) Tec No. 1, V25227
(19) Tec 82-2, V25227
(20) Turco Jet Clean C, V61102
(21) Turco Jet Clean E, V61102
C. General
通用
CAUTION :BE SURE NOT TO LET CLEANERS OR RINSE WATER GET INTO INTERFACES BETWEEN TOOLS (SUCH AS LIFT FITTINGS) AND THE PART. FLUIDS CAUGHT BETWEEN TOOLS AND PARTS WILL CAUSE CORROSION OF METAL SURFACES.
注意 :一定不要让清洁剂或冲洗水进入工具(如升降接头)和零件之间的界面。工具和零件之间的液体会导致金属表面腐蚀。
CAUTION :CONCENTRATED CLEANERS CAN CAUSE DETERIORATION OF PAINTED SURFACES, CADMIUM PLATING AND ALUMINUM ALLOYS. WE DO NOT RECOMMEND CONCENTRATED CLEANERS ON THE COMPLETED AIRPLANE, OR ON PAINTED SURFACES.
注意 :浓缩清洁剂会导致油漆表面、镀镉层和铝合金变质。我们不建议在已完工的飞机或油漆表面使用浓缩清洁剂。
(1) Use equipment such as power brushes, nonatomizing liquid spray, or low pressure liquid flush.
使用电动刷子、非雾化液体喷雾或低压液体冲洗等设备。
(2) Mask off all areas not to be cleaned. This includes lubricated or waxed surfaces. Use a water resistant maskant such as polyethylene sheet, grease proof paper, or laminated waterproof paper. Use masking tape when necessary.
遮盖所有不需清洁的区域。这包括润滑或打蜡的表面。使用防水遮蔽剂,如聚乙烯薄板、防油纸或层压防水纸。必要时使用遮蔽胶带。
(3) Dry the cleaned surfaces unless wet processing immediately follows. Keep the surfaces dry and free of all contamination when they will get conversion coating, paint or sealant.
擦干已清洁的表面,除非随后立即进行湿处理。当表面需要涂上转换涂层、油漆或密封胶时,应保持干燥,避免污染。
D. Method 1 – General Cleaning with Water Base Alkaline Cleaners
方法 1 – 使用水基碱性清洁剂进行通用清洁
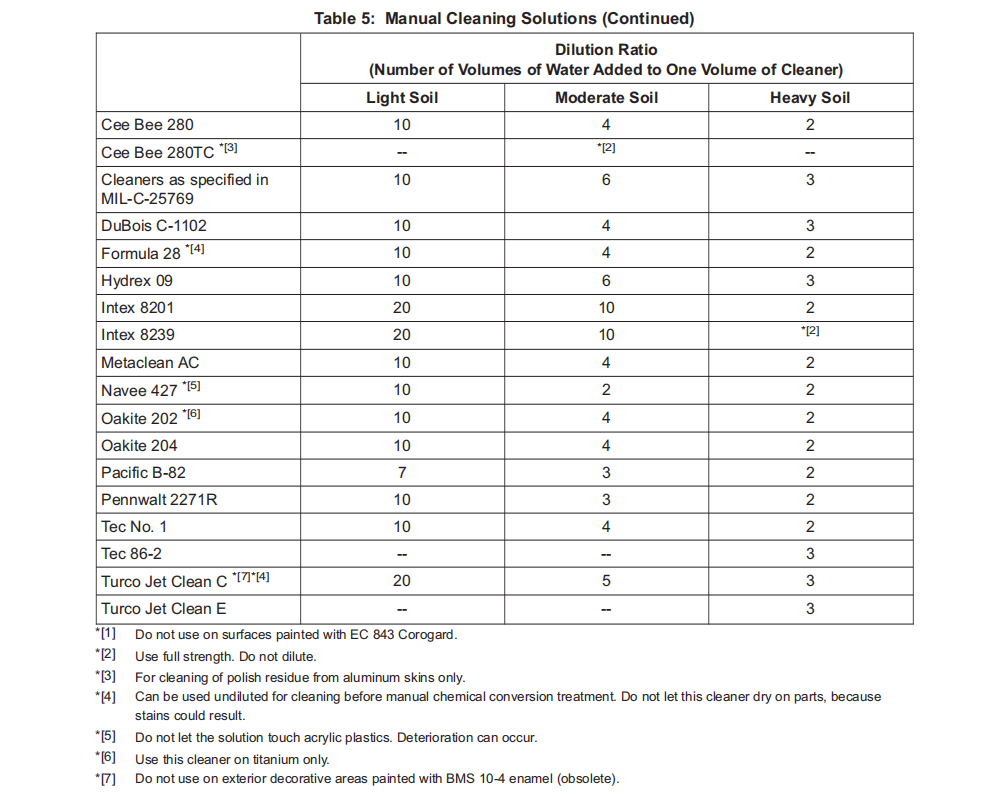
(1) Mix the cleaning solution as specified in Table 5.
按表 5 规定的方法混合清洗液。
(2) Apply the cleaning solution. For large assemblies, use nonatomizing spray equipment, swabs, or brushes. For small areas, use clean rags, brushes, or sponges. Do not clean too large an area at one time.
涂抹清洗液。对于大型组件,使用非雾化喷雾设备、棉签或刷子。对于小区域,可使用干净的抹布、刷子或海绵。一次清洁的面积不要太大。
(3) Let the cleaners soak for approximately 5 minutes. Do not let the cleaner dry on the surface. Scrub if necessary, and apply more cleaner if the dirt is not gone.
让清洁剂浸泡约 5 分钟。不要让清洁剂在表面上变干。必要时进行擦洗,如果污垢未清除干净,可使用更多清洁剂。
(4) Rinse fully with clean water. Warm water (120°F maximum) is recommended. Rinse three or more times. Apply water by pressure spray or flush with water if possible. For confined areas, small touchup, or where water could be caught, rinse with a clean wet cloth or sponge. Wring out the cloth or sponge with clean water and rinse again two or more times.
用清水充分冲洗。建议使用温水(最高 120°F)。冲洗三次或更多次。如果可能,用压力喷雾器喷水或用水冲洗。对于狭窄区域、小修小补或可能进水的地方,可用干净的湿布或海绵冲洗。用清水拧干抹布或海绵,再冲洗两遍或更多遍。
(5) Look for remaining dirt on the surface during the rinse. Look for water breaks if a water break free surface is specified.
在冲洗过程中,查看表面是否有残留污垢。如果规定的是无断水表面,则查看是否有断水。
(6) Clean again if necessary.
如有必要,再次清洗。
(7) Dry the surfaces unless wet processing immediately follows.
擦干表面,除非随后立即进行湿处理。

E. Method 2 — Heavy Duty Cleaning using Solvent Emulsion Cleaners
方法 2 — 使用溶剂乳液清洁剂进行重型清洁
CAUTION :CONCENTRATED CLEANERS WILL CAUSE PAINTED SURFACES TO DETERIORATE AND CAN ATTACK CADMIUM PLATING AND ALUMINUM ALLOYS UNLESS USED WITH DISCRETION. USE OF CONCENTRATED CLEANERS ON COMPLETED AIRCRAFT, OR PAINTED SURFACES, IS NOT RECOMMENDED.
注意 :除非谨慎使用,否则浓缩清洁剂会导致油漆表面老化,并可能侵蚀镉镀层和铝合金。不建议在已完工的飞机或油漆表面使用浓缩清洁剂。
(1) This method of cleaning shall be used for cleaning and/or precleaning of areas and surfaces containing heavy concentrations of soil, grease or carbon deposits. It will not produce a water break free surface.
此清洁方法用于清洁和/或预清洁含有大量泥土、油脂或积炭的区域和表面。该方法不会产生无水表面。
(2) Mask off all areas not to be cleaned.
遮盖所有不需清洗的区域。
(3) Static ground all aircraft or large assemblies.
静电接地所有飞机或大型组件。
(4) Mix one part by volume alkaline cleaner with two parts water and five to six parts solvent. Vigorously agitate solution until thick creamy emulsion is formed.
按体积将一份碱性清洁剂与两份水和五至六份溶剂混合。用力搅拌溶液,直至形成浓稠的奶油乳状液。
(5) Thoroughly mix solution before each application.
每次使用前彻底混合溶液。
(6) Apply solution with swabs, brushes or sponge.
用棉签、刷子或海绵涂抹溶液。
(7) Allow cleaner to soak for 5 to 10 minutes. Do not allow cleaners to dry on surface. Scrub if necessary and reapply cleaner if soil has not been removed.
让清洁剂浸泡 5 至 10 分钟。不要让清洁剂在表面上变干。必要时进行擦洗,如果污垢未去除,则重新涂抹清洁剂。
(8) Thoroughly rinse, then check surfaces for complete soil removal during rinsing. Reclean and rinse as necessary.
彻底冲洗,然后在冲洗过程中检查表面是否完全去污。必要时重新清洁和冲洗。
(9) Dry parts unless subsequent wet processing is to follow.
擦干零件,除非随后要进行湿处理。
(10) On parts to be painted and all parts that must have a water break free surface, clean as specified in Method 1 (Paragraph 8.D. above).
对于要涂漆的零件和所有表面必须不漏水的零件,按方法 1(上文第 8.D. 段)规定的方法进行清洗。
(11) Dry the surfaces unless wet processing immediately follows.
除非随后立即进行湿处理,否则应将表面擦干。
F. Method 3 — Foam Cleaning
方法 3 — 泡沫清洗
(1) Foam cleaning is used where prolonged contact without drying or draining is necessary. Cleaning by this method is similar to Method 1 except in the application of the cleaner.
泡沫清洗用于需要长时间接触而不需干燥或排水的情况。除使用清洁剂外,该方法与方法 1 类似。
(2) Fill tank of a foam generator with a solution of 1 part alkaline cleaner mixed with 10-20 parts water. If foam generator is not available, produce foam from same solution by whipping or other means of agitation.
将 1 份碱性清洁剂与 10-20 份水混合的溶液注入泡沫发生器的槽中。如果没有泡沫发生器,则用鞭打或其他搅拌方法从相同的溶液中产生泡沫。
(3) Apply heavy coating of foam to all soiled areas. Surface may be wet with water before applying foam.
在所有脏污区域涂上一层厚厚的泡沫。在使用泡沫之前,可先用水浸湿表面。
(4) Allow cleaner to soak 5-15 minutes. Do not allow cleaner to dry on surface. Scrub if necessary and reapply cleaner if soil has not been removed.
让清洁剂浸泡 5-15 分钟。不要让清洁剂在表面上变干。必要时进行擦洗,如果污垢未去除,则重新涂抹清洁剂。
(5) Thoroughly rinse as specified in Paragraph 8.. Examine the surface for complete soil removal during the rinse. Clean again and rinse as necessary.
按照第 8 段规定的方法彻底冲洗。在冲洗过程中检查表面是否完全去污。必要时再次清洁和冲洗。
(6) Look for water breaks if a water break free surface is necessary.
如果需要无断水表面,则查看是否有断水。
(7) Dry the surface unless wet processing immediately follows.
擦干表面,除非随后立即进行湿处理。
G. Method 4 — Cleaning Interior Surfaces of Vessels or Tubes
方法 4 — 清洁容器或管道的内表面
(1) When the interior surfaces are partially accessible, manual cleaning methods can be used to supplement other methods of cleaning. For vessels or tubes that cannot be shaken or inverted, follow procedure except completely fill the vessel and agitate the solvent or solution if possible. If agitation is impractical, allow the solvent or solution to contact the surfaces for at least 5-10 minutes.
内表面可部分接触时,可使用手工清洗方法来补充其他清洗方法。对于无法摇动或倒置的容器或管子,除尽可能完全装满容器并搅拌溶剂或溶液外,应按照程序进行清洗。如果搅拌不可行,则让溶剂或溶液接触表面至少 5-10 分钟。
(2) If the interior surface is coated with excess oil or grease and vapor degreasing is not practicable, remove the unwanted oil or grease by flushing with solvent. Then fill the vessel or tube 1/4 to 1/3 full with solvent and shake or agitate the solvent to wet all surfaces. Drain the used solvent.
如果内表面涂有多余的油或油脂,且无法进行蒸汽脱脂,则用溶剂冲洗去除多余的油或油脂。然后在容器或管道中注入 1/4 至 1/3 的溶剂,并摇晃或搅拌溶剂,以润湿所有表面。排出用过的溶剂。
(3) Mix alkaline cleaner as specified in Table 5. Use dilution ratio for heavy soil unless it is known that the soil on the interior surface can be removed with a more dilute solution.
按照表 5 规定的比例混合碱性清洁剂。除非已知内表面的泥土可以用更稀释的溶液清除,否则应使用稀释比例来清除严重的泥土。
(4) Plug holes as necessary to retain liquid cleaner.
根据需要堵塞孔洞,以保留清洁剂液体。
(5) Fill vessel or tube 1/4 to 1/3 full with cleaning solution. Use appropriate methods to invert or shake the parts. Be sure to wet all surfaces. Allow cleaner to contact surfaces for at least 5 minutes.
将清洁液注入容器或管道 1/4 至 1/3。使用适当的方法倒置或摇晃零件。确保浸湿所有表面。让清洁剂接触表面至少 5 分钟。
(6) Drain used cleaner from the part. Repeat preceding step with fresh cleaning solution.
从零件中排出用过的清洁剂。用新的清洗液重复上一步。
(7) Rinse thoroughly with clean water, preferably warm (120°F maximum). Rinse until the water does not appear foamy (three times minimum).
用干净的水彻底冲洗,最好是温水(最高 120°F)。冲洗直至水不出现泡沫(最少三次)。
(8) Dry the surface unless wet processing immediately follows.
擦干表面,除非随后立即进行湿处理。
H. Method 5 — Immersion Cleaning
方法 5 — 浸泡清洗
(1) When the part can be put into a solution, make a solution of alkaline cleaner as specified in Table 5 and let the part soak in it for 5 minutes minimum. Scrub if necessary. Soak the part again if necessary. Do not let the cleaner dry on the surface of the part.
当零件可以放入溶液中时,按表 5 规定的碱性清洁剂配成溶液,让零件在其中浸泡至少 5 分钟。必要时进行擦洗。必要时再次浸泡零件。不要让清洁剂在零件表面变干。
(2) Fully rinse with clean water, preferably warm (120°F maximum).
最好用温水(最高 120°F)充分冲洗。
(3) Examine the surface for complete dirt removal during rinsing, and for water breaks if a water break free surface is specified. Clean again and rinse as necessary.
在冲洗过程中检查表面是否完全去污,如果规定的是无断水表面,则检查是否有断水。必要时再次清洁和冲洗。
(4) Dry the surface unless wet processing immediately follows.
擦干表面,除非随后立即进行湿处理。
9. ABRASIVE CLEANING 研磨清洁
A. General
通用
WARNING :DO NOT BREATHE ABRASIVE DUSTS. PROVIDE VENTILATION AS REQUIRED.
警告 :切勿吸入研磨粉尘。根据需要进行通风。
(1) Preclean the parts before you abrasive clean them.
在对零件进行研磨清洗之前,请预先清洁零件。
CAUTION :DO NOT VAPOR DEGREASE OR USE CHLORINATED SOLVENTS ON TITANIUM PARTS THAT WILL BE IN TEMPERATURES OF 600°F (316°C) OR ABOVE DURING SUBSEQUENT WORK OR ON THE AIRPLANE.
警告 :在随后的工作中或在飞机上,不要对温度达到或超过600°F (316°C)的钛零件进行蒸汽脱脂或使用含氯溶剂。
(a) Metal parts — vapor degrease, manual solvent, emulsion, or alkaline clean, as applicable.
金属零件 – 视情况采用蒸气脱脂、手工溶剂、乳剂或碱性清洁。
(b) Plastic, wood, or painted parts — manual solvent, emulsion, or alkaline clean as applicable.
塑料、木质或喷漆零件 – 视情况采用手工溶剂、乳剂或碱性清洁。
(2) Penetrant examine, if specified, before blast cleaning.
如果有规定的,在吹砂清洗前进行渗透检查。
(3) Be careful not to blast local areas too much. Use fine abrasives and low air pressure on thin or low strength sections.
注意不要过度吹砂局部区域。在较薄或强度较低的部分使用细磨料和低气压。
(4) When you blast plastic laminates, be careful not to remove material down to the glass fibers. Adjust the nozzle-to-work distance, air pressure and nozzle traverse rate as necessary to prevent damage.
在吹砂塑料层压板时,注意不要清除到玻璃纤维以下的材料。根据需要调整喷嘴到工作区的距离、空气压力和喷嘴移动速度,以防止损坏。
(5) When you blast clean before plating or painting, use abrasives that are without contamination such as grease, plastics or silicones.
在电镀或喷漆前进行吹砂清洁时,应使用不含油脂、塑料或硅等污染物的磨料。
(6) Do not let corrosion-resistant steel, and nickel and cobalt base alloys, become contaminated during abrasive cleaning.
在磨料清理过程中,不要让耐腐蚀钢材以及镍和钴基合金受到污染。
(a) Corrosion resistant steel, nickel and cobalt base alloys can all use the same abrasives. Use only nonmetallic abrasives on these metals. Label these abrasives “For Use on Corrosion Resistant Steel and Nickel and Cobalt Base Alloys Only.”
耐腐蚀钢、镍基和钴基合金均可使用相同的磨料。在这些金属上只能使用非金属磨料。在这些磨料上标明 “仅用于耐腐蚀钢、镍和钴基合金”。
(b) Use completely different abrasives on titanium, molybdenum, columbium, tantalum, and tungsten.
对钛、钼、铌、钽和钨使用完全不同的磨料。
(7) Glass Beads
玻璃珠
(a) For precision cleaning, glass beads must be spherical. Broken beads are abrasive and cause faster material removal as the parts are blast cleaned. Screen the beads as necessary to remove broken beads.
要进行精密清洗,玻璃珠必须是球形的。破碎的玻璃珠是研磨剂,在零件喷砂清理时会导致材料去除更快。必要时对玻璃珠进行筛选,以去除破碎的玻璃珠。
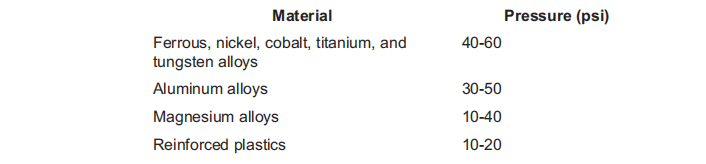
(b) Recommended air pressures are as follows:
建议的空气压力如下:
B. Dry Abrasive Cleaning
干磨清洁
(1) Preclean as necessary.
按需进行预清洁。
(2) Mask as necessary, with materials resistant to the abrasive blast, such as wood, rubber, vinyl tape, or Teflon tape.
必要时使用耐喷砂的材料(如木材、橡胶、乙烯基胶带或特氟龙胶带)进行遮蔽。
(3) Get the abrasive. Recommended abrasives for steels heat treated to 220 ksi and over are 100-180 grit aluminum-oxide, garnet, zirconia-alumina, novaculite silica, or 170-400 mesh glass beads. For class 3 chrome plating (SOPM 20-42-03), 80-120 grit abrasive of these materials is recommended. BAC5748 gives more details.
获取磨料。对于热处理到 220 ksi 及以上的钢材,建议使用 100-180 粒度的氧化铝、石榴石、氧化锆、硅酸钙或 170-400 目玻璃珠。对于 3 级镀铬(SOPM 20-42-03),建议使用这些材料的 80-120 粒度磨料。BAC5748 提供了更多详细信息。
(4) Dry abrasive blast.
干喷砂。
(5) Remove all grit and other contamination from the part.
清除零件上的所有砂粒和其他污染物。
(6) Clean with clean, dry, filtered air.
用清洁、干燥、过滤的空气进行清洗。
(7) When subsequent processing cannot be completed in 24 hours (4 hours for steel heat treated 220 ksi or over) give the parts protection immediately after cleaning. Use water soluble rust preventive compounds such as Oakite 98 (V44389) or Wyandotte R-2 (V89339), or preservative oil such as Oakite Special Protective Oil (V44389) or as specified in 20-44-02, Type 3, Class 2, Grade B.
如果后续加工无法在 24 小时内完成(热处理 220 ksi 或以上的钢材为 4 小时),则应在清洗后立即对零件进行保护。使用水溶性防锈化合物,如 Oakite 98 (V44389) 或 Wyandotte R-2 (V89339),或防腐油,如 Oakite Special Protective Oil (V44389),或 20-44-02 规定的 3 类 2 级 B 等。
C. Wet Abrasive Cleaning
湿式喷砂清理
CAUTION :DO NOT USE WET ABRASIVE BLASTING ON STEEL HEAT TREATED 220 KSI OR ABOVE.
注意 :不要在热处理 220 ksi 或以上的钢材上使用湿喷砂。
(1) Preclean as necessary.
必要时进行预清洁。
(2) Mask as necessary.
必要时戴上口罩。
(3) Get the abrasive. BAC5748 gives recommended selections.
获取磨料。BAC5748 提供了推荐的选择。
(4) Wet abrasive blast.
湿式喷砂。
(5) Rinse metal parts with water or clean with clean, dry, filtered air. Do not use air pressure over 50 psi.
用清水冲洗金属零件,或用清洁、干燥、过滤的空气清洁。空气压力不要超过 50 psi。
(6) Dry parts unless more wet processing immediately follows. Keep parts clean. Wrap parts or apply protective coatings as necessary.
除非随后立即进行更多的湿处理,否则应将零件擦干。保持零件清洁。必要时包裹零件或涂抹保护层。
10. STEAM CLEANING 蒸汽清洗
A. This procedure covers steam cleaning where special equipment is used to discharge a mixture of steam and hot cleaning solution under pressure. The discharge provides for pressure blast washing to remove soil.
本程序包括使用特殊设备在压力下排放蒸汽和热清洗液混合物的蒸汽清洗。排出的蒸汽用于压力喷射清洗,以清除污垢。
CAUTION :DO NOT STEAM CLEAN STEEL PARTS HEAT-TREATED ABOVE 220 KSI. THIS RESTRICTION APPLIES TO BARE METAL, AND CADMIUM OR CADMIUM-TITANIUM PLATED PARTS.
注意 :不要用蒸汽清洗经过 220 ksi 以上热处理的钢制零件。此限制适用于裸金属、镀镉或镀镉钛的零件。
B. Except as noted, steam cleaning is acceptable on most bare metals and some painted surfaces. It is used especially for removing heavy soils from assemblies.
除特别说明外,大多数裸金属和某些涂漆表面均可接受蒸汽清洗。蒸汽清洗尤其适用于清除组件上的严重污垢。
C. Steam cleaning equipment usually includes a steam generator, mixing tank, controls, discharge nozzles, and all associated hoses.
蒸汽清洗设备通常包括蒸汽发生器、混合槽、控制装置、排放喷嘴及所有相关软管。
D. General
通用
(1) After cleaning, the surfaces must be free of oil, grease, dirt, and other soil.
清洗后,表面必须没有油、油脂、灰尘和其他污物。
(2) When you mask windows or cavities, or to protect other parts, use materials that are strong enough, when wet, to withstand direct blast from nozzle.
遮盖窗户或空腔,或保护其他零件时,应使用足够坚固的材料,潮湿时可承受喷嘴的直接喷射。
WARNING :RESTRAINING FORCE IS REQUIRED TO DIRECT DISCHARGE NOZZLE. BE SURE THAT OPERATOR IS FIRMLY STATIONED BEFORE TURNING NOZZLE ON.
警告 :引导喷嘴出料时需要用力。在打开喷嘴之前,确保操作员站稳。
CAUTION :STEAM CLEANING CAUSES DAMAGE TO SOME PAINTED SURFACES. CLEAN ONLY SURFACES AS AUTHORIZED IN SPECIFIC OVERHAUL INSTRUCTIONS AND DO NOT ALLOW OVERSPRAY TO CONTACT RESTRICTED SURFACES.
警告 :蒸汽清洗会损坏某些油漆表面。仅清洗具体大修说明中授权的表面,不要让过喷接触受限表面。
E. Cleaning
清洗
NOTE: The following are general instructions on use of steam cleaning equipment. Use instructions furnished with equipment, or techniques for special cleaning problems, to supplement general instructions.
注:以下是使用蒸汽清洗设备的通用说明。使用随设备提供的说明或特殊清洗问题的技术来补充通用说明。
(1) Fill the mixing tank with 2 to 4 ounces of steam cleaning compound (Ref SOPM 20-60-01) for each gallon of water.
在混合槽中,每加仑水中加入 2 至 4 盎司的蒸汽清洗剂 (参考 SOPM 20-60-01)。
(2) Adjust the equipment until the discharge from the nozzle is a mixture of steam, water and cleaning solution at approximately 0.2 to 0.5 ounce for each gallon. At this rate, the total discharge from nozzle is approximately 10 times the volume of dilute cleaner solution used.
调节设备,直至从喷嘴排出的蒸汽、水和清洁溶液的混合物约为每加仑 0.2 至 0.5 盎司。按此速度,喷嘴的总排放量约为所用稀释清洁剂溶液量的 10 倍。
(3) Hold nozzle at an angle of approximately 45 degrees and 8 to 10 inches from the surface being cleaned. Nozzle may be held at greater distance for removing light soil or for rinsing.
以大约 45 度的角度握住喷嘴,喷嘴距离被清洁表面 8 到 10 英寸。在清除轻微污垢或冲洗时,可将喷嘴保持在更远的距离。
(4) Move nozzle over surface at approximately 6 inches per second. Several rapid passes are better than one slow pass.
以每秒约 6 英寸的速度在表面上移动喷嘴。多次快速通过比一次缓慢通过效果更好。
(5) Clean only as large an area as can be kept wet with cleaner starting with lower surfaces and working up. Do not allow cleaning solution to dry on metal surfaces.
清洗面积越大越好,先从较低的表面开始,然后向上清洗。不要让清洁液在金属表面干涸。
(6) Rinse surface with condensate or warm water. Rinse at least three times.
用冷凝水或温水冲洗表面。至少冲洗三次。
(7) Determine adequate rinsing by touching wet surface with red litmus paper. If the paper becomes blue, rinse again until red litmus paper does not become blue.
用红色石蕊试纸接触湿表面,确定冲洗是否充分。如果石蕊试纸变蓝,则再次冲洗,直到红色石蕊试纸不再变蓝为止。
NOTE: Check for adequate rinsing, especially at faying surfaces and other places where cleaner may be entrapped.
注:检查冲洗是否充分,特别是在粘合表面和其他可能夹带清洁剂的地方。
(8) Let the surface to drain dry.
让表面晾干。
F. Removal of BMS 10-17 Coating
去除 BMS 10-17 涂层
(1) BMS 10-17 is a water soluble antiscuff and anticorrosion coating, sometimes applied to spare aluminum alloy sheets and panels for shipment and storage. BMS 10-17 coating shall be removed before or immediately after assembly of the part.
BMS 10-17 是一种水溶性防擦和防腐涂层,有时会涂在备用铝合金板和面板上,以备装运和储存。BMS 10-17 涂层应在组装零件之前或之后立即清除。
(2) Remove BMS 10-17 coating as follows:
按以下步骤清除 BMS 10-17 涂层:
(a) Adjust equipment so that discharge from nozzle is mixture of steam and cleaner solution, with a concentration of 0.2 to 0.5 oz/gal cleaning compound in solution at nozzle.
调整设备,使喷嘴排出的是蒸汽和清洗剂溶液的混合物,喷嘴处溶液的浓度为 0.2 至 0.5 盎司/加仑清洗剂。
(b) Direct steam cleaning solution from nozzle at an angle approximately 45 degrees to, and at a distance of 8 to 12 inches from, the surface being cleaned.
从喷嘴喷出的蒸汽清洁溶液与被清洁表面成约 45 度角,距离被清洁表面 8 至 12 英寸。
(c) Speed of pass over area shall be approximately 6 inches per second. Do not direct steam at one place on the surface for any length of time. Several rapid passes are better than one slow pass.
蒸汽通过该区域的速度应约为每秒 6 英寸。不要将蒸汽长时间直接喷射在表面上的一个地方。多次快速通过比一次缓慢通过要好。
(d) Starting from lower surfaces and working up, work only as large an area as can be kept wet with cleaner solution.
从较低的表面开始往上冲洗,冲洗面积以清洁剂能保持湿润为宜。
(e) Rinse each of these areas, including those areas splashed with cleaner solution, with steam condensate, pressurized hot or cold water.
用蒸汽冷凝水、加压热水或冷水冲洗每个区域,包括被清洁剂溶液溅湿的区域。
(f) Scrub the surface lightly with brush while it is still wet, to remove white residue.
趁表面未干时,用刷子轻轻擦洗,清除白色残留物。
11. CLEANING OF INTERIOR PAINTED AND PLASTIC SURFACES 内部油漆和塑料表面的清洁
A. This procedure is used for removing soft or cured soils on all interior plastics and painted surfaces except windows. Refer to Document D6-7127 for more data.
本程序用于清除除窗户以外的所有内饰塑料和油漆表面上的软质或固化的污垢。更多数据请参阅文件 D6-7127。
CAUTION :USE ONLY THE CLEANING MATERIALS SPECIFIED. OTHER MATERIALS COULD DAMAGE PLASTICS. THE DAMAGE COULD BE IMMEDIATE BUT NOT DETECTABLE VISUALLY.
注意 :只能使用规定的清洁材料。其他材料可能会损坏塑料。其他材料可能会损坏塑料。
B. Materials
材料
(1) Detergent Cleaners
洗涤剂清洁剂

*[1] Other detergent cleaners can be used if they are acceptable in the polycarbonate crazing test of Paragraph 11.C..
*[1]如果其他清洁剂在第 11.C 段的聚碳酸酯开裂测试中合格,也可以使用。
(2) Solvent Cleaners
溶剂清洁剂
(a) Aliphatic Naphtha — TT-N-95
脂肪族石脑油 — TT-N-95
(b) Freon TF, V18873
氟里昂 TF,V18873
(3) Miscellaneous Materials
杂项材料
(a) Wipers (cheesecloth, gauze, cotton cloths, rymple cloth) — BMS 15-5, Class A
抹布(奶酪布、纱布、棉布、莱姆布)–BMS 15-5,A 级
(b) Sponges, cellulose — L-S-626
纤维素海绵 — L-S-626
(c) Hand brush, soft fiber
软纤维手刷
C. Polycarbonate Crazing Test
聚碳酸酯裂纹测试
(1) Test specimens — Two Lexan 9600-116 sheets 0.055-0.065 inch thick
测试样本 — 两张 0.055-0.065 英寸厚的 Lexan 9600-116 薄板
(2) Equipment
设备
(a) Cylinder with 10.2-inch outside diameter
外径 10.2 英寸的圆筒
(b) Cotton swatches
棉布色板
(3) Test Procedure
测试程序
(a) Load each specimen to give it an outer fiber stress of 2000 psi. You can get this stress if you wrap the test specimen around the 10.2-inch diameter cylinder.
给每个试样加载,使其外纤维应力达到 2000 psi。如果将试样缠绕在直径为 10.2 英寸的圆筒上,就可以得到这个应力。
(b) Give the edges of the specimen protection from the cleaner to be tested.
保护试样边缘不受待测清洁剂的影响。
(c) With each specimen under stress, put an absorbent cotton swatch wet with the undiluted cleaner to be tested on one specimen. Put another cotton swatch wet with the diluted cleaner on the other specimen. Be careful not to let the cleaners touch the edges of the specimens.
在每个受压试样上,在一个试样上放一块用未稀释清洁剂浸湿的吸水棉布。将另一块用稀释清洁剂浸湿的棉布放在另一个试样上。注意不要让清洁剂接触到试样的边缘。
(d) After 10 minutes, remove the load and the cotton swatches. Examine the specimens for cracks or crazing.
10 分钟后,取下负载和棉签。检查试样是否有裂纹或龟裂。
(e) If the specimens have signs of cracks or crazing, the tested cleaner is unacceptable.
如果试样有裂纹或龟裂的迹象,说明测试的清洁剂不可接受。
D. Opaque Plastics and Painted Surfaces
不透明塑料和喷漆表面
(1) Regular Cleaning
定期清洗
(a) Make detergent solution as specified in Paragraph 11.B.(1) above.
按上文第 11.B.(1)段的规定配制清洁剂溶液。
(b) Apply the detergent solution with a sprayer or a sponge.
用喷雾器或海绵涂抹清洁剂溶液。
(c) Let the solution stay on the surface 30 seconds to 2 minutes. Then wipe with a damp cloth.
让溶液在表面停留 30 秒至 2 分钟。然后用湿布擦拭。
(d) Rinse the surface with a clean wiper soaked with clean water.
用干净的抹布蘸清水冲洗表面。
(e) Wipe the surface dry with a clean dry cloth.
用干净的干布将表面擦干。
(2) Spot Cleaning of Soft or Uncured Dirt
软垢或未固化污垢的污点清洁
(a) If applicable, remove excess dirt with a dry wiper. Do not smear or spread the dirt or force the dirt into textured or perforated surfaces, or joints or seams.
如果适用,用干抹布清除多余的污垢。不要涂抹或散布污垢,也不要将污垢强行塞入有纹理或穿孔的表面、接缝或接缝处。
(b) Make detergent solution as specified in Paragraph 11.B.(1) above.
按照上文第 11.B.(1)段的规定配制清洁剂溶液。
(c) Apply the detergent solution to the dirty area with a hand sprayer or a sponge.
用手动喷雾器或海绵将清洁剂溶液涂抹在脏污区域。
(d) Carefully wipe the area clean. When you clean textured surfaces, use a soft fiber brush. Lightly scrub the dirty area to remove dirt from recessed areas.
仔细擦拭干净。清洁有纹理的表面时,使用软纤维刷。轻轻擦洗脏污区域,清除凹陷区域的污垢。
(e) Rinse the area with a sponge wet with clean water.
用清水浸湿海绵冲洗该区域。
(f) Wipe the area dry with absorbent paper toweling, with parallel strokes. If the dirt is not gone, use the procedure for cured or set dirt in Paragraph 11.D.(3) below.
用吸水性纸巾平行擦干该区域。如果污垢仍未清除,则使用下文第 11.D.(3)段中针对固化或凝固污垢的程序。
(3) Spot Cleaning of Cured or Set Dirt
对固化或凝固污垢的污点清洁
CAUTION :DO NOT USE THIS PROCEDURE ON ABS, ACRYLIC, POLYCARBONATE, POLYCARBONATE LAMINATES, OR POLYSULFONE PLASTICS, BECAUSE THE SOLVENTS USED COULD PERMANENTLY DAMAGE THESE PLASTICS.
注意 :请勿将此程序用于ABS、丙烯酸、聚碳酸酯、聚碳酸酯层压板或聚砜塑料,因为所使用的溶剂可能会永久性地损坏这些塑料。
CAUTION :DO NOT USE THIS PROCEDURE TO CLEAN AREAS PAINTED WITH WATER-BASED PAINT, BECAUSE THE SOLVENTS WILL DAMAGE SUCH PAINT. IF DETERGENTS CANNOT REMOVE CURED OR SET DIRT FROM THE WATER-BASED PAINTED SURFACE, THEN THE SURFACE MUST BE PAINTED AGAIN. NAPHTHA CAN BE USED, BUT THE PARTS MUST BE REMOVED FROM THE AIRPLANE.
注意 :不要用此程序清洗涂有水性漆的区域,因为溶剂会损坏这些漆。如果清洁剂不能清除水性油漆表面的固化或凝固污垢,则必须重新喷漆。可以使用石脑油,但必须将零件从飞机上拆下。
(a) When you use this procedure, keep to minimum the time the solvent is on the surface. Do not use too much solvent.
使用该程序时,应尽量缩短溶剂在表面上的停留时间。不要使用过多溶剂。
(b) Apply trichloroethane, tetrachloroethylene, or Freon TF solvent to a wiper.
将三氯乙烷、四氯乙烯或氟里昂 TF 溶剂涂抹在抹布上。
(c) Put the wiper on the dirty area and wipe carefully. The dirt will usually become soft.
将抹布放在脏污部位,小心擦拭。污垢通常会变软。
(d) Apply more solvent to the wiper as necessary.
必要时在雨刷器上涂抹更多溶剂。
(e) On textured surfaces, after the solvent was applied to the dirt, scrub the area carefully with a soft fiber brush.
在有纹理的表面上,将溶剂涂在污垢上后,用软纤维刷仔细擦洗该区域。
(f) Carefully wipe the area with a wiper wet with solvent.
用沾有溶剂的抹布仔细擦拭该区域。
(g) After the dirty spot is removed, clean the area with detergent as specified in step Paragraph 11.D.(1) above, to remove remaining dirt and solvent.
脏点清除后,用上文第 11.D.(1)段规定的洗涤剂清洗该区域,以清除残留的污垢和溶剂。
(4) Spot Cleaning of Solvent-Sensitive Parts
溶剂敏感的零件的污点清洁
(a) Use this procedure to clean ABS, acrylic, polycarbonate, and polysulfone surfaces, if solvent is necessary to remove the dirt.
如果需要用溶剂清除污垢,可使用此程序清洗 ABS、丙烯酸、聚碳酸酯和聚砜表面。
(b) As applicable, blot up excess dirt with wipers. Be careful not to spread the dirt.
在适当的情况下,用抹布擦去多余的污垢。小心不要让污垢扩散。
WARNING :USE ALIPHATIC NAPHTHA WITH SUFFICIENT VENTILATION AND WEAR PROTECTIVE GLOVES. DO NOT APPLY THIS SOLVENT WITH AIR SPRAY. DO NOT USE ALIPHATIC IN THE AIRPLANE. THIS SOLVENT IS VERY FLAMMABLE.
警告 :使用脂肪族石脑油时要充分通风,并戴上防护手套。不要用空气喷洒这种溶剂。不要在飞机内使用脂肪族。这种溶剂非常易燃。
(c) Wipe the dirty spot only with a wiper wet with Freon TF (except use aliphatic naphtha only on surfaces painted with water base paint).
只能用氟里昂 TF 润湿的抹布擦拭污点 (但只能在涂有水性漆的表面上使用脂肪族石脑油)。
(d) After the dirty spot is removed, clean the area with detergent as specified in Paragraph 11.D.(1) above, to remove remaining dirt and solvent.
脏点清除后,用上文第 11.D.(1)段规定的清洁剂清洗该区域,以清除残留的污垢和溶剂。
E. Translucent and Transparent Plastic Surfaces Except Windows
除窗户外的半透明和透明塑料表面
CAUTION :DO NOT WIPE OR RUB THE SURFACE WITH A DRY CLOTH, BECAUSE THAT WILL CAUSE SCRATCHES AND STATIC ELECTRICITY. DO NOT USE ABRASIVE CLEANERS ON DUST COVERS. DO NOT LET OTHER SOLVENTS TOUCH THE PLASTIC SURFACES, OR PERMANENT DAMAGE COULD OCCUR.
警告 :不要用干布擦拭或摩擦表面,因为这样会造成划痕和静电。不要在防尘罩上使用研磨性清洁剂。不要让其他溶剂接触塑料表面,否则会造成永久性损坏。
(1) Wipe the surface lightly with a cloth wet with Freon TF or detergent.
用氟利昂 TF 或清洁剂浸湿的布轻轻擦拭表面。
(2) Rinse the surface with a cotton flannel wiper wet with water.
用棉绒抹布沾水冲洗表面。
(3) Dry the surface with a clean cotton flannel wiper wet with water. Do not rub the surface after the plastic is dry.
用干净的棉绒抹布沾水擦干表面。塑料擦干后,请勿摩擦表面。
(4) To remove a light dust layer or static charge, wipe the surface with a clean cotton flannel wiper wet with water.
用干净的棉绒抹布沾水擦拭表面,以除去轻微的灰尘层或静电荷。
12. CLEANING, DESCALING AND SURFACE PREPARATION OF FERROUS ALLOYS 铁合金的清洁、除锈和表面处理
A. This section summarizes processes for removal of scale and contamination from ferrous alloys (which includes passivation of corrosion resistant steels), and for the preparation of ferrous alloys for plating or other finishing operations. Refer to BAC5625 for details.
本节概述了清除铁合金(包括耐腐蚀钢的钝化)上的污垢和污染物以及准备铁合金进行电镀或其他表面处理作业的工艺。详情请参阅 BAC5625。
B. General
通用
(1) Before you use acid processing solutions on parts heat treated 180 ksi or higher (160 ksi or higher if externally threaded), make sure the parts were stress relieved as specified in SOPM 20-10-02. Unless specified, this stress relief is not necessary on CRES A286, 300-series, and 17-7PH (CH-900 condition).
在对热处理温度为 180 ksi 或以上(外螺纹为 160 ksi 或以上)的零件使用酸处理溶液之前,应确保零件已按照 SOPM 20-10-02 的规定消除应力。除非有规定的,否则 CRES A286、300 系列和 17-7PH(CH-900 条件)不需要这种应力消除。
(2) Put parts fully into the processing solutions to prevent localized attack. Assemblies with faying surfaces can be immersion processed if all joints are sufficiently sealed or if they are:
将零件完全放入加工溶液中,以防止局部侵蚀。如果所有接缝都充分密封,或如果有以下情况,则可对表面粘合的组件进行浸泡加工:
(a) Corrosion-resistant steels when BAC5625 Method II, Procedures A or C are used.
使用 BAC5625 方法 II 程序 A 或 C 时的耐腐蚀钢。
(b) Welded corrosion-resistant steel assemblies with open faying surfaces but without heat scale.
焊接耐腐蚀钢组件,具有开放的接合面,但没有热垢。
(3) Surfaces must be water-break-free following immersion in any processing solution or rinse except following vapor degreasing, solvent cleaning or emulsion cleaning.
除蒸气脱脂、溶剂清洗或乳剂清洗外,浸入任何加工溶液或冲洗后的表面必须无断水。
NOTE: A water-break-free surface is a surface which maintains a continuous water film for a period of at least 30 seconds after having been spray or immersion rinsed in clean water at a temperature below 100°F.
注:在温度低于 100°F的清水中喷淋或浸泡冲洗后,表面至少在 30 秒钟内保持连续的水膜,即为无断水表面。
(4) Rinse parts free of active materials immediately following each processing step (with the exception of vapor degreasing).
在每个加工步骤后立即冲洗无活性材料的零件(蒸汽脱脂除外)。
(5) Unless specified by overhaul instructions, after acid processing, give a hydrogen embrittlement relief bake to all parts heat-treated 180 ksi or higher (160 ksi or higher if externally threaded) at 350-400°F for 3 hours minimum. This bake requirement is not applicable to:
除非大修说明有规定,否则在酸处理后,所有热处理温度为 180 ksi 或更高 (外螺纹为 160 ksi 或更高)的零件应在 350-400°F下进行至少 3 小时的氢脆消除烘烤。此烘烤要求不适用于 :
(a) Parts to be plated immediately
立即电镀的零件
(b) Sheet material less than 0.125 inch thick
厚度小于 0.125 英寸的板材
(c) Parts which will be baked for the same or a longer time at the same or a higher temperature during subsequent processing, e.g., brazing or adhesive bonding
在后续加工(如钎焊或粘接)中将在相同或更高温度下烘烤相同或更长时间的零件
(d) Corrosion resistant steels 300-series and A286
耐腐蚀钢 300 系列和 A286
(e) Steels 15-5PH, 17-4PH, and 17-7PH, or other PH steels below 200 ksi
15-5PH、17-4PH 和 17-7PH 钢,或 低于 200 ksi 的其他PH钢材
(f) Steel 17-7PH in the CH-900 condition
CH-900 状态下的 17-7PH 钢
(g) Corrosion-resistant steels passivated or decontaminated in nitric acid processing solutions (Solution 14 and 22 in BAC5625).
在硝酸加工溶液中钝化或去污的耐腐蚀钢(BAC5625 中的溶液 14 和 22)。
(h) Carburized parts and hardened 440A, B, or C CRES parts. Bake these parts at 250-300°F for 5 to 8 hours.
渗碳零件和硬化的 440A、B 或 C CRES 零件。将这些零件在 250-300°F 温度下烘烤 5-8 小时。
WARNING :THE SOLUTIONS THAT CONTAIN CYANIDE SALTS ARE VERY POISONOUS. DO NOT LET ACID GET INTO THE SOLUTIONS. DO NOT GET SOLUTIONS IN EYES, ON SKIN, OR ON CLOTHING. DO NOT BREATHE THE MIST OR VAPOR. KEEP FROM HEAT, SPARKS AND OPEN FLAME. WASH HANDS BEFORE YOU EAT OR SMOKE.
警告 :含有氰化物盐的溶液有剧毒。不要让酸进入溶液。不要让溶液进入眼睛、皮肤或衣服。不要吸入雾气或蒸气。远离热源、火花和明火。进食或吸烟前要洗手。
CAUTION :JOINTS WITH LARGE EXPOSED AREAS OF BRAZING ALLOY CAN BE DAMAGED IN LESS THAN 5 MINUTES. TO BE SURE PARTS WILL NOT BE DAMAGED, TRY THE PROCEDURE ON TEST JOINTS FIRST.
注意 :钎焊合金大面积外露的接头可能在 5 分钟内损坏。为确保零件不会损坏,请先在测试接头上尝试程序。
(6) When necessary, brazed parts can stay in nitric acid solutions for a maximum of 5 minutes.
必要时,钎焊零件可在硝酸溶液中停留最多 5 分钟。
C. Parts Requirements
零件要求
(1) After these procedures, the surfaces must not have grease, oil, pencil marks, fingerprints, foreign metal, heat-treat scale, thermal discoloration or other contamination, unless otherwise specified by the overhaul instructions. If the parts are unsatisfactory, they must be abrasively processed as specified in BAC5625 Method IV or V, or chemically reprocessed (within total descaling or decontamination time limits).
经过上述程序后,表面不得有油脂、油污、铅笔痕迹、指纹、异物、热处理垢、热变色或其他污染,除非大修说明书另有规定的除外。如果零件不合格,则必须按照 BAC5625 方法 IV 或 V 的规定进行研磨处理,或进行化学再处理(在总除锈或去污时间限制内)。
(2) Thickness of the metal after descaling must not be less than the minimum thickness permitted by the applicable overhaul instructions.
除锈后的金属厚度不得小于适用的大修说明所允许的最小厚度。
13. CLEANING, DESCALING AND SURFACE PREPARATION OF TITANIUM AND TITANIUM ALLOYS 钛及钛合金的清洁、除锈及表面处理
A. Scope
范围
(1) This topic gives general procedures and precautions to remove scale and contamination from titanium and titanium alloys, and to clean and prepare titanium alloys for welding, finishing, and machining operations. For more details, refer to BAC5753.
本主题给出了清除钛和钛合金上的污垢和污染,以及清洁和准备钛合金以进行焊接、精加工和机加工操作的通用程序和预防措施。有关详细信息,请参阅 BAC5753。
(2) BAC5753 also tells when to etch the titanium parts. The preferred method to remove more than 0.003 inch of metal per side is to chemical mill as specified in BAC5842.
BAC5753 还告诉我们何时对钛零件进行蚀刻。若要去除每侧超过 0.003 英寸的金属,首选方法是按照 BAC5842 规定的方法进行化学研磨。
B. General
通用
(1) During descaling or etching with nitric-fluoride etch solutions:
在除锈或使用硝化-氟化物蚀刻溶液进行蚀刻时:
(a) Rack the parts so that they do not touch other metals. Parts can touch each other on edges.
搁置零件,使其不接触其他金属。零件的边缘可能会相互接触。
CAUTION :BE SURE TO USE RACKS AND EQUIPMENT OF CORRECT MATERIAL. PARTS CAN GET PITS OR OTHER DEFECTS BY GALVANIC ACTION WHEN THEY TOUCH DISSIMILAR METAL.
注意 :务必使用正确材料的架子和设备。当零件接触不同金属时,可能会因电化作用而产生凹坑或其他缺陷。
(b) Use fixtures (such as racks, clamps and baskets) made as follows:
使用以下材质的夹具(如架子、夹具和篮子):
1) Metallic, and made of HS25, or Hastelloy X, or 300-series corrosion-resistant steel or Carpenter 20 alloy.
金属,由 HS25 或Hastelloy X 或 300 系列耐腐蚀钢或 Carpenter 20 合金制成。
2) Nonmetallic, and made of PVDC, Koroseal, polypropylene, Teflon, polyethylene, or PVC.
非金属,由 PVDC、Koroseal、聚丙烯、聚四氟乙烯、聚乙烯或 PVC 制成。
3) Coated with the same nonmetallic materials as in 2) above. The coating must be continuous and must not let the solutions soak through to the base metal of the fixture.
涂有与上述 2) 相同的非金属材料。涂层必须连续,不得让溶液浸透夹具的基底金属。
(2) Do not put assemblies in the nitric-fluoride etch solutions unless:
除非以下情况,否则不要将组件放入硝化氟化物蚀刻溶液中:
(a) Adhesive – bonded joints have the faying surfaces completely sealed by a fillet bead.
粘合剂粘接的接合面已用圆角珠完全密封。
(b) Joint areas are masked with BAC5034, Type 1, Class 2 or other temporary coatings (SOPM 20-44-02).
接合处用 BAC5034、1 类 2 级或其他临时涂层遮盖(SOPM 20-44-02)。
(3) Bare metal surfaces must be water-break-free after they were in any final rinse, unless specified by overhaul instructions. (Parts with coatings are not necessary to be water-break-free until coatings are completely removed.) Clean parts again if they have water breaks.
除非大修说明有规定的,否则裸金属表面在任何最后冲洗后都必须是无断水的。(有涂层的零件在涂层完全去除之前不必断水)。如果有断水,则再次清洗零件。
NOTE: A water-break-free surface is a surface which keeps a continuous water film for at least 30 seconds after it was sprayed or immersion rinsed in clean water at a temperature below 100°F.
注:无断水表面是指在温度低于 100°F的清水中喷洒或浸泡冲洗后至少 30 秒钟内保持连续水膜的表面。
CAUTION :VAPOR DEGREASING OF TITANIUM IS LIMITED BY SOLVENT IF THE PARTS WILL BE IN HEAT HIGHER THAN 550 DEGREE F. SUCH PARTS MUST BE ACID CLEANED AFTER VAPOR DEGREASING. DO NOT VAPOR DEGREASE ASSEMBLIES OF TITANIUM THAT COULD KEEP SOLVENT INSIDE. THIS INCLUDES ASSEMBLIES THAT ARE ADHESIVE BONDED, MECHANICALLY FASTENED, TACK WELDED, OR SPOT WELDED.
注意 :如果零件受热超过 550°F,钛的蒸气脱脂会受到溶剂的限制。不要对可能在内部残留溶剂的钛组件进行蒸气脱脂。这包括用粘合剂粘接、机械固定、粘焊或点焊的组件。
(4) If the titanium parts will be in heat higher than 550°F during subsequent processing or service, they can be vapor degreased only with these solvents:
如果钛零件在随后的加工或使用过程中受热温度高于 550°F,则只能使用以下溶剂进行蒸气脱脂:
(a) Perchloroethylene or 1,1,1-trichloroethane (methyl chloroform). Then acid clean the parts as specified in BAC5753 Method 1 or 2.
全氯乙烯或 1,1,1-三氯乙烷(甲基氯仿)。然后按照 BAC5753 方法 1 或 2 规定的方法对零件进行酸洗。
(b) Trichloroethylene. Then acid clean the parts as specified in BAC5753, Method 2 only.
三氯乙烯。然后仅按 BAC5753 方法 2 规定的方法酸洗零件。
(5) If the titanium parts will not be in heat higher than 550°F, you can vapor degrease them with any approved solvent. Acid cleaning to remove the degreaser residue is not necessary.
如果钛零件的受热温度不会高于 550°F,可以用任何经批准的溶剂对其进行蒸气脱脂。无需进行酸洗以去除脱脂剂残留物。
(6) Give the cleaned parts protection from oil, grease and fingerprints when parts are to be welded, heat-treated, hot-formed, bonded, or painted. If parts or material are to be otherwise fabricated or assembled, special handling for cleanliness is not necessary.
当零件要进行焊接、热处理、热成型、粘接或喷漆时,要保护清洁后的零件,防止油脂和指纹进入。如果零件或材料将以其他方式制造或组装,则无需为清洁度进行特殊处理。
C. Parts Requirements
零件要求
(1) After processing, surfaces must have no grease, oil, pencil marks, fingerprints, foreign metal contamination, heat-treat scale, or oxidation contamination, unless permitted by the overhaul instructions.
除非大修说明允许,否则加工后表面不得有油脂、油、铅笔印、指纹、异物、热处理垢或氧化污染。
(2) All parts must have a 63 microinch or smoother surface finish after processing, unless specified by the overhaul instructions.
除非大修说明有规定,否则所有零件在加工后必须有 63 微英寸或更光滑的表面光洁度。
(3) The thickness of the metal after descaling must not be less than the minimums given by the overhaul instructions.
除锈后的金属厚度不得小于大修说明中规定的最小值。
(4) After cleaning, all parts must have no pitting, notching or nonuniform etching.
清洗后,所有零件不得有麻点、缺口或不均匀蚀刻。
(a) Reject pitted or notched parts if the remaining metal thickness is not within the dimensions specified by the overhaul instructions. Pitting damage frequently occurs because unwanted matter comes onto the parts before heat treatment. Notching damage can occur because of galvanic action when titanium parts are in point or line contact with dissimilar metals during etching.
如果剩余金属厚度不在大修说明规定的尺寸内,则拒绝接受点蚀或缺口零件。点蚀损坏经常是由于热处理前零件上出现了不需要的物质。当钛零件在蚀刻过程中与异种金属发生点或线接触时,可能会发生电偶作用而造成缺口损坏。
(b) Reject parts for nonuniform etching if surfaces are preferentially etched deeper than that permitted by the overhaul manual instructions, or if raised areas or islands are higher than 0.001 inch. Nonuniform etching occurs when heat-treat scale is not completely removed by scale conditioning or flash etching before the significant etching. Islands can also occur where titanium surfaces touch racking materials during etching. Sanding as specified in BAC5748 can be used as part of the normal cleaning procedure to decrease or remove islands to meet the maximum height requirement.
如果零件表面的蚀刻深度超过大修手册说明允许的深度,或凸起区或凸点高于 0.001 英寸,则因蚀刻不均匀而拒收该零件。在重大蚀刻前,当热处理scale没有被scale调节或闪光蚀刻完全去除时,就会出现不均匀蚀刻。在蚀刻过程中,钛表面接触到齿条材料时也会出现凸点。可将 BAC5748 规定的打磨作为正常清洁程序的一部分,以减少或去除凸点,从而达到最大高度要求。
(5) If the overhaul instructions cut or machine the titanium parts, these limits are also applicable:
如果大修说明对钛零件进行切割或加工,这些限制也适用:
(a) Parts must be rejected if the width of the pit or notch is less than 10 times the depth.
如果凹坑或缺口的宽度小于深度的 10 倍,则必须拒绝接受该零件。
(b) Parts must be rejected if surfaces are preferentially etched deeper than 0.0005 inch, or if raised areas or islands are higher than 0.0005 inch. Sanding as specified in BAC5492 can be used as part of the normal cleaning procedure to decrease or remove islands to obey the maximum height requirement.
如果表面优先蚀刻深度超过 0.0005 英寸,或凸起区域或凸点高于 0.0005 英寸,则必须报废零件。BAC5492 中规定的打磨可作为正常清洁程序的一部分,以减少或去除凸点,从而满足最大高度要求。
14. CLEANING, DESCALING AND SURFACE PREPARATION OF NICKEL AND COBALT BASE ALLOYS 镍和钴基合金的清洁、除锈和表面处理
WARNING :MANY OF THE ABRASIVES AND CHEMICALS USED IN THIS PROCEDURE ARE FLAMMABLE, CORROSIVE OR TOXIC. REFER TO FIRE, INDUSTRIAL HYGIENE AND SAFETY ORGANIZATIONS, FACILITIES, FOR SAFE OPERATION OF EQUIPMENT AND VENTILATION.
警告 :本程序中使用的许多磨料和化学品都具有易燃性、腐蚀性或毒性。有关设备和通风的安全操作,请参见消防、工业卫生和安全组织及设施。
A. This topic gives general procedures and precautions for the removal of scale and contamination from nickel and cobalt base alloys, and to prepare these alloys for plating or other finishing operations. For details, refer to BAC5758.
本主题给出了清除镍基合金和钴基合金上的污垢和污染物,并为电镀或其他精加工操作做好准备的通用程序和注意事项。详情请参阅 BAC5758。
B. General Procedures
通用程序
(1) Completely immerse parts in processing solutions to prevent localized attack, unless otherwise specified in overhaul manual.
除非大修手册另有规定,否则应将零件完全浸入加工溶液中,以防止局部侵蚀。
(2) Do not process assemblies by immersion if these assemblies have faying surfaces.
如果组件有粘合表面,则不得以浸泡方式加工这些组件。
(3) Surfaces must be water-break-free following immersion in any processing solution or rinse except following vapor degreasing, solvent cleaning or emulsion cleaning. Parts which develop water breaks shall be recleaned as specified in BAC5749 (Ref Paragraph 6.).
除蒸气脱脂、溶剂清洗或乳液清洗外,浸入任何加工溶液或冲洗后,表面必须无断水。出现断水的零件应按 BAC5749(参考第 6 段)的规定重新清洗。
NOTE: A water-break-free surface is a surface which maintains a continuous water film for a period of at least 30 seconds after having been spray or immersion rinsed in clean water at a temperature below 100°F.
注:无断水表面是指在温度低于 100°F的清水中喷洒或浸泡冲洗后至少 30 秒钟内保持连续水膜的表面。
(4) Rinse parts free of active materials immediately following each processing step with the exception of vapor degreasing or solvent cleaning.
除蒸气脱脂或溶剂清洗外,每个加工步骤后都要立即冲洗无活性材料的零件。
CAUTION :THE INTEGRITY OF EXPOSED BRAZING ALLOY JOINTS MAY BE JEOPARDIZED IN CONSIDERABLY LESS THAN 5 MINUTES IF EXCESSIVE BRAZING ALLOY IS REMOVED. IN CASE OF DOUBT, SIMULATED JOINTS SHOULD BE RUN TO DETERMINE APPROPRIATE IMMERSION TIMES.
注意 :如果去除过多的钎焊合金,外露钎焊合金接头的完整性可能会在 5 分钟内受到损害。如有疑问,应进行模拟连接,以确定适当的浸泡时间。
(5) When necessary, brazed parts may be immersed in solutions containing nitric acid for up to 5 minutes.
必要时,可将钎焊零件浸泡在含硝酸的溶液中长达 5 分钟。
C. Parts Requirements
零件要求
(1) After processing, surfaces shall be free from all soils, grease, oil, pencil marks, fingerprints, foreign metal contaminants, heat-treat scale and other contamination, unless otherwise specified in overhaul manual. Parts not meeting these requirements shall be abrasively processed as specified in BAC5758 Type III or chemically reprocessed provided that the total allowable descaling or decontamination time has not been exceeded.
除大修手册另有规定外,加工后的零件表面应无任何污物、油脂、油、铅笔痕、指纹、外来金属杂质、热处理垢及其他污染。不符合上述要求的零件须按 BAC5758 第 III 类规定的方法进行研磨处理,或进行化学再处理,但不得超过总的允许除锈或去污时间。
(2) Parts to be resistance welded shall conform to the surface requirements of the applicable section of BAC5977.
将进行电阻焊接的零件须符合 BAC5977 中适用部分的表面要求。
(3) Parts which have become pitted and burned are unacceptable.
已出现凹坑和烧焦的零件不可接受。
15. CLEANING OF BERYLLIUM 铍的清洁
A. These deoxidizing and etch cleaning procedures for beryllium come from BAC5833.
这些铍的脱氧和蚀刻清洗程序来自 BAC5833。
(1) Deoxidizing (Methods 1 and 3) gives clean surfaces for subsequent procedures.
脱氧(方法 1 和 3)为后续程序提供清洁表面。
(2) Etch cleaning (Methods 2 and 4) is usually specified after machining (Ref SOPM 20-10-09) to remove surface twinning and microscopic cracks. The selection between Methods 2 and 4 is optional. But Method 2 is slower and gives a more highly polished surface. The matte finish made from Method 4 is recommended for brazing.
蚀刻清洁(方法 2 和 4)通常是在机加工后规定的(参考 SOPM 20-10-09),以去除表面孪晶和微观裂纹。方法 2 和 4 之间的选择是可选的。但方法 2 的速度较慢,可获得更高的抛光表面。建议在钎焊时使用方法 4 制作的亚光表面。
B. Materials
材料
NOTE: The concentrations of chemicals as given can have a tolerance as permitted by commercial practice.
注:给出的化学品浓度可以有商业惯例允许的误差。
(1) Nitric acid, 40° Baumé, technical, O-N-350
(2) Hydrofluoric acid, 70%, technical, O-H-795
(3) Sulfuric acid, 66° Baumé, technical, O-S-809
(4) Phosphoric acid, 85%
(5) Chromic acid, technical, O-C-303
(6) Ammonium bifluoride, purified flake
C. General
通用
CAUTION :BERYLLIUM PARTS CAN BREAK. DO NOT HIT THEM.
注意 :铍零件可能破裂。请勿撞击。
(1) Put parts in the racks to let cleaning and rinsing solutions touch all part surfaces and then drain. Do not let the parts touch, scratch, or hit each other.
将零件放在架子上,让清洗和漂洗溶液接触到所有零件表面,然后沥干。不要让零件相互接触、刮擦或撞击。
(2) See that surfaces are water-break-free after they were in the processing solution or rinse. Make sure they have no water stains or contamination after they dry.
在加工溶液或冲洗后,确保表面无断水。确保表面干燥后没有水渍或污染。
D. Solution Makeup and Control
溶液的配制和控制
(1) Beryllium Pickle solution (used in Methods 1 and 2)
铍浸酸溶液(用于方法 1 和 2)
(a) For each 100 gallons of final solution, make the following additions in the order specified.
每 100 加仑最终溶液,按规定的顺序添加以下物质。
1) Put approximately 35 gallons of water into the tank.
将大约 35 加仑的水放入罐中。
2) Add 29 gallons of nitric acid.
加入 29 加仑硝酸。
3) Add 4.5 fluid ounces (6.0 ounces avoirdupois or 170 grams) of hydrofluoric acid.
加入 4.5 液量盎司(6.0 盎司折合 170 克)氢氟酸。
4) Fill the tank to the 100-gallon level with water and mix thoroughly.
加水至 100 加仑水位并充分混合
(b) Control the solution as follows:
控制溶液如下:
1) Nitric acid: 30-35 oz/gal
硝酸:30-35 盎司/加仑
2) Hydrofluoric acid: 0.030-0.042 oz/gal
氢氟酸:0.030-0.042 盎司/加仑
3) Operate this solution at room temperature.
此溶液在室温下操作。
(2) Sulfuric – Chromic – Phosphoric Acid Etching Solution (Used in Methods 2, 3, 4)
硫酸-铬酸-磷酸蚀刻溶液(用于方法 2、3、4)
(a) For approximately 100 gallons of final solution, make the following additions in the order specified.
对于约 100 加仑的最终溶液,按规定的顺序添加以下物质。
1) Put 4.5 gallons of water in the tank.
在槽中加入 4.5 加仑水。
2) Add 93 pounds of chromic acid and thoroughly mix until dissolved.
加入 93 磅铬酸,充分搅拌直至溶解。
3) Add 87.5 gallons of phosphoric acid.
加入 87.5 加仑磷酸。
4) Add 4 gallons of sulfuric acid.
加入 4 加仑硫酸。
5) Carefully stir the solution until thoroughly mixed.
小心搅拌溶液,直至完全混合。
(b) Control the solution as follows:
控制溶液如下:
1) Sulfuric acid: 8-11 oz/gal
硫酸:8-11 盎司/加仑
2) Chromic acid: 14-17 oz/gal
铬酸:14-17 盎司/加仑
3) Phosphoric acid: 160-175 oz/gal
磷酸:160-175 盎司/加仑
4) Temperature: 100-110°F
温度 100-110°F
(3) Ammonium Bifluoride – Phosphoric Acid Solution (used in Methods 3, 4)
氟化氢铵-磷酸溶液(用于方法 3、4)
(a) For each 100 gallons of final solution, make the following additions in the order specified.
每 100 加仑最终溶液,按规定的顺序添加以下物质。
1) Put approximately 75 gallons of water in the tank.
在罐中加入约 75 加仑的水。
2) Add 85 pounds of ammonium bifluoride and mix until completely dissolved.
加入 85 磅氟化氢铵,搅拌至完全溶解。
3) Add 10 gallons of phosphoric acid and mix.
加入 10 加仑磷酸并混合。
(b) Control the solution as follows:
控制溶液如下:
1) Ammonium bifluoride: 10.0-13.7 oz/gal
氟化氢铵:10.0-13.7 盎司/加仑
2) Phosphoric acid: 17.6-22.0 oz/gal
磷酸:17.6-22.0 盎司/加仑
3) Temperature: 70-100°F (For fast metal removal, 90-100°F is recommended.)
温度:70-100°F(为快速去除金属,建议使用 90-100°F)。
E. Method 1 Deoxidizing
方法 1 脱氧
(1) Vapor degrease as specified in Paragraph 3. This step can be omitted if parts are not greasy or oily and surfaces are water-break-free after rinsing.
按第 3 段规定的方法进行蒸汽脱脂。如零件无油脂,冲洗后表面无断水,可省略此步骤。
(2) Alkaline clean and rinse as specified in Paragraph 6., Method 1, Type C or D.
按第 6 段方法 1 类型 C 或 D 规定的碱性清洁和冲洗。
(3) Deoxidize in beryllium pickle solution (Paragraph 15.D.(1) above). Remove 0.25-0.75 mil (0.00025-0.00075 inch) material from each surface.
在铍浸酸溶液中脱氧(上文第 15.D.(1)段)。从每个表面去除 0.25-0.75 密耳(0.00025-0.00075 英寸)的材料。
(4) Rinse thoroughly in cold water and dry.
用冷水彻底冲洗并擦干。
(5) Keep parts dry and free of fingerprints and other contaminants by wrapping in polyethylene film, if parts are contamination-sensitive or will later be brazed.
如果零件对污染敏感或稍后将进行钎焊,则用聚乙烯薄膜包裹,以保持零件干燥、无指纹和其他污染物。
F. Method 2 Etch Cleaning
方法 2 蚀刻清洁
(1) Vapor degrease, alkaline clean, and deoxidize as specified in Paragraph 15.E.(1), Paragraph 15.E.(2) and Paragraph 15.E.(3) above.
按上文第 15.E.(1)、15.E.(2) 和 15.E.(3)段规定的方法进行蒸气脱脂、碱性清洗和脱氧。
(2) Rinse thoroughly in cold water.
用冷水彻底冲洗。
(3) Etch in sulfuric-chromic-phosphoric acid solution (Paragraph 15.D.(2) above). Remove 1.5 mils (0.0015 inch) material from each surface. Total metal removal, after the two baths, must be 2.0-3.0 mils (0.002-0.003 inch) from each surface.
在硫酸-铬-磷酸溶液中蚀刻(上文第 15.D.(2)段)。从每个表面去除 1.5 密耳(0.0015 英寸)的材料。两次浸浴后,每个表面的总金属去除量必须达到 2.0-3.0 密耳(0.002-0.003 英寸)。
(4) Rinse and wrap, as necessary, as specified in Paragraph 15.E.(4) and Paragraph 15.E.(5) above.
必要时,按照上文第 15.E.(4)段和第 15.E.(5)段的规定进行冲洗和包裹。
G. Method 3 Deoxidizing
方法 3 脱氧
(1) Vapor degrease and alkaline clean as specified in Paragraph 15.E.(2) and Paragraph 15.E.(3) above.
按上文第 15.E.(2)段和第 15.E.(3)段规定的方法进行蒸气脱脂和碱洗。
(2) Deoxidize in ammonium bifluoride phosphoric acid solution (Paragraph 15.D.(3) above). Remove 0.25-0.75 mil (0.00025-0.00075 inch) material from each surface.
在氟化氢磷酸铵溶液中脱氧(上文第 15.D.(3)段)。从每个表面去除 0.25-0.75 密耳(0.00025-0.00075 英寸)的材料。
(3) Rinse thoroughly in cold water.
用冷水彻底冲洗。
(4) Put in sulfuric-chromic-phosphoric acid solution (Paragraph 15.D.(2) above) for a few seconds to remove smut.
放入硫酸-铬-磷酸溶液(上文第 15.D.(2)段)中几秒钟,以去除污渍。
(5) Rinse and wrap, as necessary, as specified in Paragraph 15.E.(4) and Paragraph 15.E.(5) above.
必要时按上文第 15.E.(4)段和第 15.E.(5)段的规定冲洗和包扎。
H. Method 4 Etch Cleaning
方法 4 蚀刻清洁
(1) Vapor degrease and alkaline clean as specified in Paragraph 15.E.(1) and Paragraph 15.E.(2) above.
按上文第 15.E.(1)段及第 15.E.(2)段的规定进行蒸气脱脂及碱性清洗。
(2) Etch in ammonium bifluoride phosphoric acid solution (as specified in Paragraph 15.D.(3) above). Remove 2.0-3.0 mils (0.002-0.003 inch) material from each surface.
按上文第 15.D.(3)段的规定,在氟化氢磷酸铵溶液中进行蚀刻。从每个表面清除 2.0-3.0 密耳(0.002-0.003 英寸)的材料。
(3) Rinse thoroughly in cold water.
用冷水彻底冲洗。
(4) Rinse and wrap, as necessary, as specified in Paragraph 15.E.(4) and Paragraph 15.E.(5) above.
必要时按上文第 15.E.(4)段和第 15.E.(5)段的规定冲洗和包扎。
I. After cleaning, make sure that the thickness of the parts is not less than the minimum permitted by overhaul instructions. Reject parts with cracks, oxidation, or damage such as pitting, excessive etching, intergranular attack, warping, or distortion.
清洁后,确保零件厚度不小于大修说明允许的最小厚度。剔除有裂纹、氧化或损坏(如点蚀、过度蚀刻、晶间腐蚀、翘曲或变形)的零件。
16. CLEANING OF VACUUM WASTE LINE TUBING 清洁真空排污管道
A. This procedure is applicable to CRES and titanium waste line tubing that is removed from the airplane. The procedure uses a weak acid solution to remove the layer of built up waste from inside the line.
本程序适用于从飞机上拆下的 CRES 和钛废料管路。该程序使用弱酸溶液清除管路内的积聚废料层。
B. Materials
材料
(1) Phosphoric acid, 15%
15%磷酸
(2) Vinegar, 100 grain (10% acetic acid strength)
醋,100 粒(醋酸浓度为 10)
(3) Honey Bee Cleaner 60, V5K793
Honey Bee清洁剂 60,V5K793
C. Fill the removed lines with phosphoric acid, vinegar, or Honey Bee Cleaner 60 solution, or soak the lines in the solution. Let stand as necessary to loosen and remove the layer of built-up waste. If you put the lines into the solution, be sure to give protection to plastic labels on the tubing. Then fully flush the lines with water.
用磷酸、醋或 Honey Bee Cleaner 60 溶液填充已清除的管路,或将管路浸泡在溶液中。根据需要静置,以松动和清除积聚的废料层。如果将管路放入溶液中,一定要保护好管子上的塑料标签。然后用水完全冲洗管路。
D. As a check on the removal of the layer, lightly hit the lines with a coin or equivalent metal object. A clean line will give a sharp ringing sound. A line with a layer of built-up waste will give a dull, muffled noise.
用硬币或类似的金属物体轻轻敲击管路,检查是否清除了废物层。干净的管路会发出尖锐的响声。有一层积聚废物的管路会发出沉闷的声音。
17. AQUEOUS VAPOR DEGREASING 水蒸气脱脂
A. This procedure for aqueous alkaline and solvent/emulsion degreasing comes from BAC5763, Type 2. This procedure can be used on aluminum (with or without chemical conversion coating or anodize), magnesium, nickel-based, copper-based, ferrous, and titanium alloy parts and electroplated steel. This procedure is optional to the vapor degreasing procedure of BAC5408 (Paragraph 3.). Do not use this procedure on honeycomb core. Vapor degreasing as specified in BAC5408 (Paragraph 3.) is preferred for oxygen system tubing and fittings.
水基碱性和溶剂/乳液脱脂程序来自 BAC5763 第 2 类。该程序可用于铝(有或无化学转化涂层或阳极氧化)、镁、镍基、铜、铁和钛合金零件及电镀钢。本程序是 BAC5408(第 3. 段)的蒸汽脱脂程序的可选程序。请勿在蜂窝芯上使用此程序。BAC5408 (第 3. 段)规定的蒸汽脱脂程序适用于氧气系统管材和接头。
B. Materials
材料
(1) Amberclean L12, V0ZQL5
(2) Aquavantage 3887GD, V94058
(3) Ardrox 6483, V5CPQ3
(4) Ardrox 6333A, V02CA7
(5) Ardrox JC5, V5CPQ3
(6) Armakleen Aero-M, V50505
(7) Axarel 56, V18873
(8) Biogenic SE373, V13091
(9) Biogenic SE374, V13091
(10) Brulin 1696B, V94058
(11) Cleansafe 787, VKCFW8
(12) Cleansafe 787C, VKCFW8
(13) Daraclean 212, V04552
(14) Daraclean 235, V04552
(15) Daraclean 238, V92109
(16) Daraclean 282, V04552
(17) Ecomate-FN, V0P556
(18) Formula 815GD, V94058
(19) Formula 1990GD, V94058
(20) Inproclean 5000, V01PQ6
(21) Kasei Cleaner KC201. VSS836
(22) Primaclean 1050, V96717
(23) Ridoline 4355, V1N6B3
(24) Super Bee 300LF, V5K793
(25) Super Bee 300LFG, V5K793
(26) Super Bee 300LF pH Adjuster (liquid or powder), V5K793
(27) Turco Liquid Sprayeze NP-LT, V1N6B3
(28) Turco 3878 LF-NC, V1N6B3
(29) Turco 6849, V1N6B3
(30) pH Maintainer, potassium hydroxide, any source
(31) pH Maintainer, sodium hydroxide, any source
(32) Brulin Maintainer 431025, V94058
C. Degreasing Solution Selection — See Table 6 and Table 7.
脱脂溶液的选择 — 见表 6 和表 7。
D. Solution preparation and control — See Table 8.
溶液配制和控制 — 见表 8。
E. Immersion Aqueous Degreasing (for all but oxygen system components)
浸入式水性脱脂 (除氧气系统部件外的所有部件)
(1) Put the parts in the solution. To help remove all oils and greases, parts can be pulled out and put back in.
将零件放入溶液中。为帮助去除所有油脂,可将零件拉出再放回。
(2) Remove the parts from the solution. Put the parts on the rack at an angle to remove pockets of caught solution, if necessary perform further tilting of parts to remove trapped solution and minimize the drying of solution on the part surfaces.
将零件从溶液中取出。将零件以一定角度放在架子上,以去除夹带的溶液袋,必要时进一步倾斜零件,以去除夹带的溶液,并尽量减少零件表面溶液的干燥。
(3) Rinse the parts in warm water, 90-140°F, for 5 minutes minimum. A 2-minute spray rinse is acceptable if the spray hits all part surfaces directly.
将零件放入 90-140°F 的温水中冲洗至少 5 分钟。如果喷雾直接喷到所有零件表面,则可接受 2 分钟的喷雾冲洗。
(4) Examine the part to see if all dirt was removed. Put the parts through the procedure again if necessary.
检查零件是否清除了所有污垢。如有必要,可将零件再次经过该程序。
NOTE: For material being degreased, maximum immersion time for each degreasing step is 3 hours in degreasing solution.
注:对于脱脂材料,每个脱脂步骤在脱脂溶液中的最长浸泡时间为 3 小时。
(5) If the parts will get more chemical treatment, continue with that immediately. Do not let the parts dry.
如果零件要进行更多的化学处理,请立即继续。不要让零件干燥。
(6) If the parts will not get more chemical treatment, dry the parts in air, at room temperature or heated. Give the parts protection from contamination.
如果零件不会再进行化学处理,则应在室温下或加热后在空气中晾干。防止零件受到污染。
F. Immersion Aqueous Degreasing for Oxygen System Components
氧气系统部件的浸入式水性脱脂处理
(1) Tubing
管路
(a) Put the tubes in the solution.
将管道放入溶液中。
(b) While the tubes are in the solution, flush solution through the tubing at a minimum flow rate of 10 feet per second for a minimum of 10 minutes. Or, as an option, make sure all air is removed from the tubing and use ultrasonic agitation for a minimum of 2 minutes.
当管道在溶液中时,以每秒至少 10 英尺的流速冲洗管道至少 10 分钟。或者,也可以确保排出管道中的所有空气,并使用超声波搅拌至少 2 分钟。
(c) Remove the tubing from the solution. Drain the solution from the tubing.
从溶液中取出管道。将溶液从管道中排出。
(d) Rinse the tubing in warm water at 90-130°F. Flush water through the tubes at a minimum flow rate of 1 foot per second for a minimum of 5 minutes. Or, as an option, make sure all air is removed from the tubing and use ultrasonic agitation for a minimum of 2 minutes. The total rinse time must be a minimum of 5 minutes.
用 90-130°F 的温水冲洗管道。以每秒至少 1 英尺的流速冲洗管道至少 5 分钟。或者,作为一种选择,确保排出管道中的所有空气,并使用超声波搅拌至少 2 分钟。总冲洗时间不得少于 5 分钟。
(e) Rinse the exterior of the tube for 5 minutes. You can use an immersion or spray rinse.
冲洗试管外部 5 分钟。可以使用浸泡或喷雾冲洗。
(f) Dry the tubing with room temperature or heated air.
用室温或加热的空气干燥管道。
(g) Give the clean tubing protection from contamination. Refer to SOPM 20-70-01 for more instructions.
保护清洁的管道不受污染。更多说明请参阅 SOPM 20-70-01。
(2) Fittings
接头
(a) Put the fittings in the solution.
将接头放入溶液中。
(b) Make sure the solution is mixed, pumped, or has ultrasonic agitation, or move the parts around in the solution.
确保溶液经过混合、泵送或超声波搅拌,或在溶液中移动零件。
(c) Remove the parts from the solution. Drain the solution from the parts.
从溶液中取出零件。沥干零件上的溶液。
(d) Rinse fully in warm water, 90-130°F. Move the parts around in the rinse water, pump the water, spray it on the parts, or use ultrasonic agitation. Rinse for a minimum of 5 minutes.
在 90-130°F的温水中充分冲洗。在冲洗水中移动零件、抽水、向零件喷水或使用超声波搅拌。至少冲洗 5 分钟。
(e) Examine the cleaned parts. Put them through the procedure again if necessary.
检查清洗过的零件。必要时再次执行程序。
(f) Dry the fittings. Give them protection from contamination. Refer to SOPM 20-70-01 for more instructions.
擦干接头。使其免受污染。更多说明请参阅 SOPM 20-70-01。
G. Aqueous Spray Degreasing
水喷雾脱脂
(1) Spray parts with the solution.
用溶液喷洒零件。
(2) Remove pockets of solution caught in the parts.
清除夹在零件中的溶液袋。
(3) Rinse the parts with warm water, 90-140°F, for 5 minutes minimum. A 2-minute spray rinse is acceptable if the spray hits all part surfaces directly.
用 90-140°F 的温水冲洗零件,至少 5 分钟。如果喷雾直接喷到所有零件表面,则可接受 2 分钟的喷雾冲洗。
(4) Examine the parts to see if all dirt was removed. Put the parts through the procedure again if necessary.
检查零件是否清除了所有污垢。如有必要,可将零件再次经过该程序。
(5) If the parts will get more chemical treatment, continue with that immediately. Do not let the parts dry.
如果要对零件进行更多的化学处理,应立即继续进行。不要让零件干燥。
(6) If the parts will not get more chemical treatment, dry the parts in air, at room temperature or heated. Give the parts protection from contamination.
如果零件不需要更多的化学处理,则在室温下或加热后在空气中晾干。保护零件不受污染。
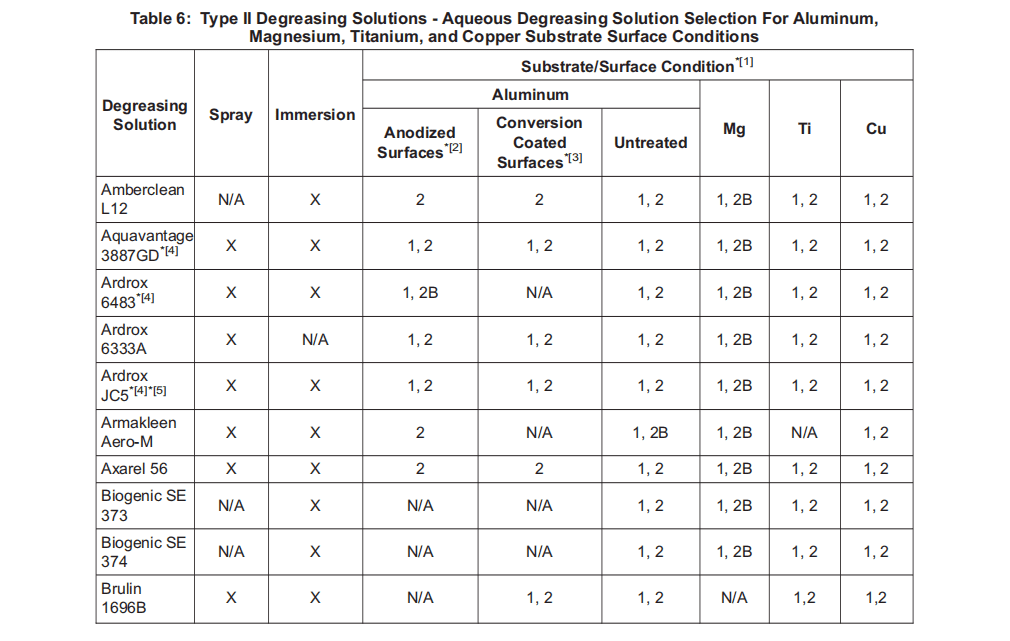
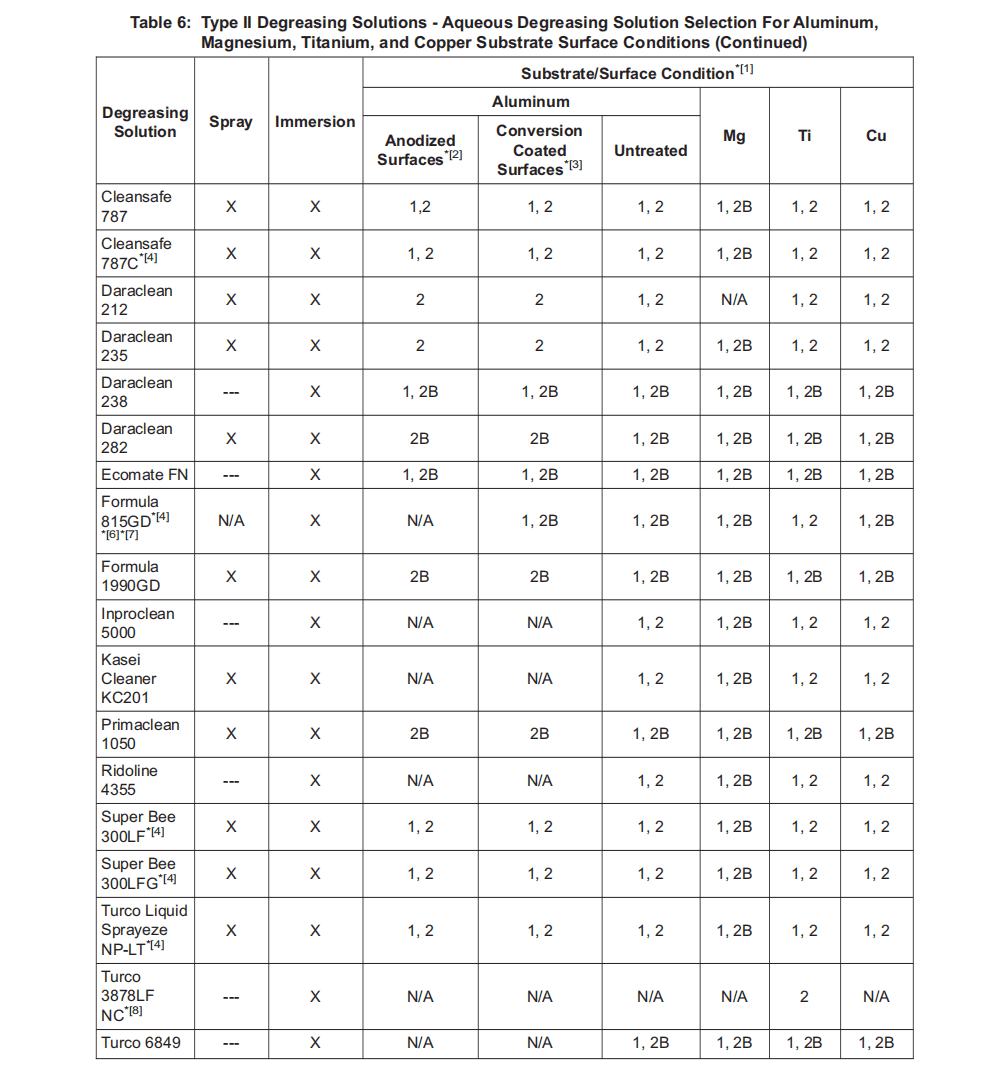
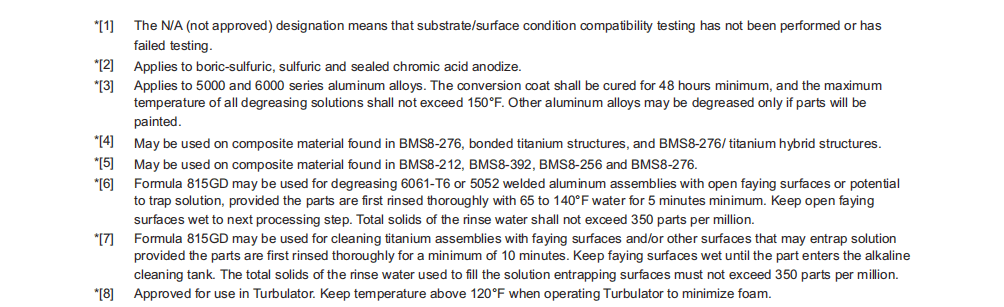
*[1] The N/A (not approved) designation means that substrate/surface condition compatibility testing has not been performed or has failed testing.
N/A(未批准)表示尚未进行基材/表面条件兼容性测试或测试不合格。
*[2] Applies to boric-sulfuric, sulfuric and sealed chromic acid anodize.
适用于硼酸-硫酸、硫酸和密封铬酸阳极氧化。
*[3] Applies to 5000 and 6000 series aluminum alloys. The conversion coat shall be cured for 48 hours minimum, and the maximum temperature of all degreasing solutions shall not exceed 150°F. Other aluminum alloys may be degreased only if parts will be painted.
适用于 5000 和 6000 系列铝合金。转换涂层的固化时间不得少于 48 小时,所有脱脂溶液的最高温度不得超过 150°F。其他铝合金只有在将对零件进行喷漆时才可进行脱脂处理。
*[4] May be used on composite material found in BMS8-276, bonded titanium structures, and BMS8-276/ titanium hybrid structures.
可用于 BMS8-276 中的复合材料、粘接钛结构和 BMS8-276/ 钛混合结构。
*[5] May be used on composite material found in BMS8-212, BMS8-392, BMS8-256 and BMS8-276.
可用于 BMS8-212、BMS8-392、BMS8-256 和 BMS8-276 中的复合材料。
*[6] Formula 815GD may be used for degreasing 6061-T6 or 5052 welded aluminum assemblies with open faying surfaces or potential to trap solution, provided the parts are first rinsed thoroughly with 65 to 140°F water for 5 minutes minimum. Keep open faying surfaces wet to next processing step. Total solids of the rinse water shall not exceed 350 parts per million.
配方 815GD 可用于 6061-T6 或 5052 焊接铝组件的脱脂,这些组件具有开放的熔融表面或可能截留溶液,但必须先用 65-140°F 的水彻底冲洗零件,冲洗时间不得少于 5 分钟。在下一个加工步骤之前,应保持开放的熔接表面湿润。冲洗水中的总固体含量不得超过百万分之 350。
*[7] Formula 815GD may be used for cleaning titanium assemblies with faying surfaces and/or other surfaces that may entrap solution provided the parts are first rinsed thoroughly for a minimum of 10 minutes. Keep faying surfaces wet until the part enters the alkaline cleaning tank. The total solids of the rinse water used to fill the solution entrapping surfaces must not exceed 350 parts per million.
815GD 配方可用于清洗带有粘合表面和/或其他可能残留溶液的表面的钛组件,但必须先将零件彻底冲洗至少 10 分钟。在零件进入碱性清洗槽之前,应保持粘合表面湿润。用于注入溶液夹层表面的冲洗水的总固体含量不得超过百万分之 350。
*[8] Approved for use in Turbulator. Keep temperature above 120°F when operating Turbulator to minimize foam.
经批准可在涡轮机中使用。操作涡轮机时,温度应保持在 120°F 以上,以减少泡沫。
NOTE: The numbers and letters in table 6 refer to the Class and Grade allowed as described in Paragraph 7.A. and Paragraph 7.B. For example, a listing of 1, 2B means the degreaser is allowed for Class 1 and Class 2 Grade B only. A listing of 1, 2 without a Grade designation, means both Grade A and B processing are allowed. In addition N/A (not approved) means that substrate/surface compatibility testing has not been performed or has failed testing.
注:表 6 中的数字和字母指的是第 7.A 段和第 7.B 段所述的允许类别和等级。例如,列出 1, 2B 表示脱脂剂只允许用于 1 类和 2 类 B 级。如列出 1, 2,但未标明等级,则表示允许进行 A 级和 B 级处理。此外,N/A(未批准)表示尚未进行基材/表面兼容性测试或测试不合格。
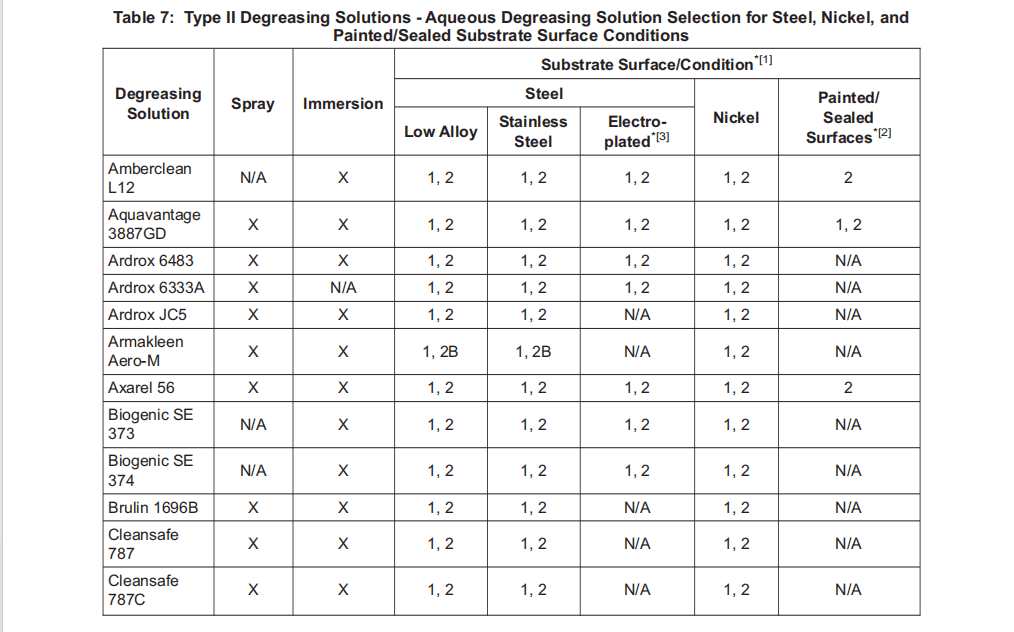
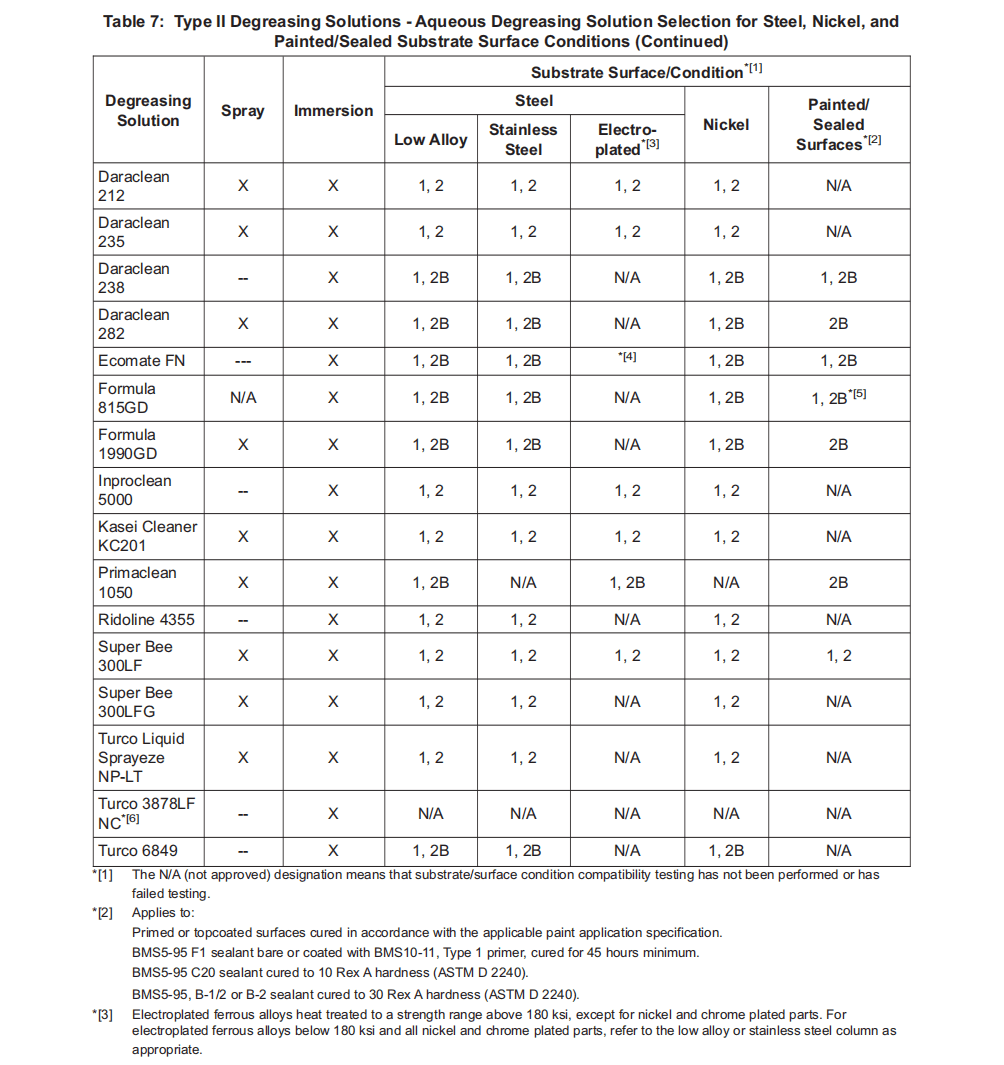

*[1] The N/A (not approved) designation means that substrate/surface condition compatibility testing has not been performed or has failed testing.
N/A(未批准)表示尚未进行基底/表面条件兼容性测试或测试未通过。
*[2] Applies to: Primed or topcoated surfaces cured in accordance with the applicable paint application specification. BMS5-95 F1 sealant bare or coated with BMS10-11, Type 1 primer, cured for 45 hours minimum. BMS5-95 C20 sealant cured to 10 Rex A hardness (ASTM D 2240). BMS5-95, B-1/2 or B-2 sealant cured to 30 Rex A hardness (ASTM D 2240).
Applies to:按照适用的涂料应用规范固化的底漆或面漆表面。BMS5-95 F1 密封胶裸面或涂有 BMS10-11 1 类底漆,至少固化 45 小时。BMS5-95 C20 密封胶固化至 10 Rex A 硬度(ASTM D 2240)。BMS5-95、B-1/2 或 B-2 密封胶,硬度达到 30 Rex A(ASTM D 2240)。
*[3] Electroplated ferrous alloys heat treated to a strength range above 180 ksi, except for nickel and chrome plated parts. For electroplated ferrous alloys below 180 ksi and all nickel and chrome plated parts, refer to the low alloy or stainless steel column as appropriate.
除镀镍和镀铬零件外,电镀铁合金热处理后的强度范围在 180 ksi 以上。对于低于 180 ksi 的电镀铁合金以及所有镀镍和镀铬零件,请酌情参考低合金或不锈钢一栏。
*[4] ECOMATE-FN exceeds the weight loss limit for cadmium plated steel. It should not be used for cleaning cadmium and zinc plated steels.
ECOMATE-FN 超出了镀镉钢的失重限制。不得用于清洗镀镉和镀锌钢。
*[5] Limited to degreasing painted surfaces and BMS5-95 B-1/2 and B-2 sealants only.
仅限于油漆表面和 BMS5-95 B-1/2 和 B-2 密封剂的脱脂。
*[6] Approved for use in Turbulator. Keep temperature above 120°F when operating Turbulator to minimize foam.
批准在涡轮机中使用。使用涡轮机时,请将温度保持在 120°F 以上,以尽量减少泡沫。
NOTE: The numbers and letters in table 7 refer to the Class and Grade allowed as described in Paragraph 7.A. and Paragraph 7.B. For example, a listing of 1, 2B means the degreaser is allowed for Class 1 and Class 2 Grade B only. A listing of 1, 2 without a Grade designation, means both Grade A and B processing are allowed. In addition N/A (not approved) means that substrate/surface compatibility testing has not been performed or has failed testing.
注: 表 7 中的数字和字母是指第 7.A 段和第 7.B 段所述的允许类别和等级。例如,列出 1, 2B 表示脱脂剂只允许用于 1 类和 2 类 B 级。如列出 1, 2,但未标明等级,则表示允许进行 A 级和 B 级处理。此外,N/A(未批准)表示尚未进行基材/表面兼容性测试或测试不合格。
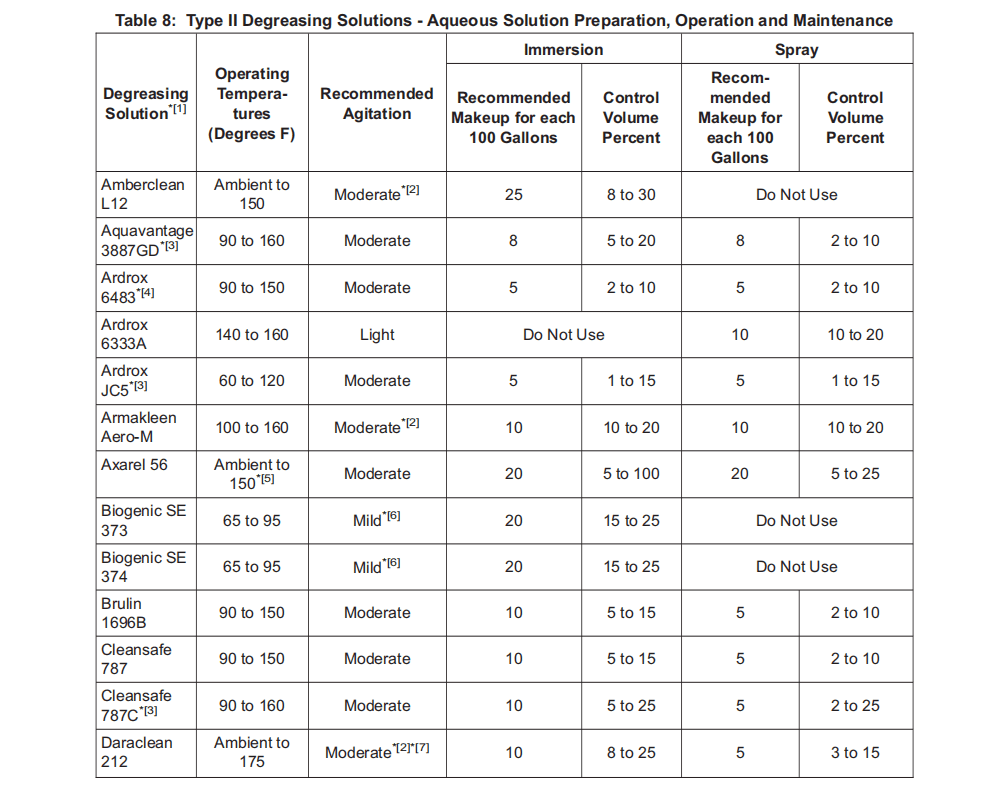
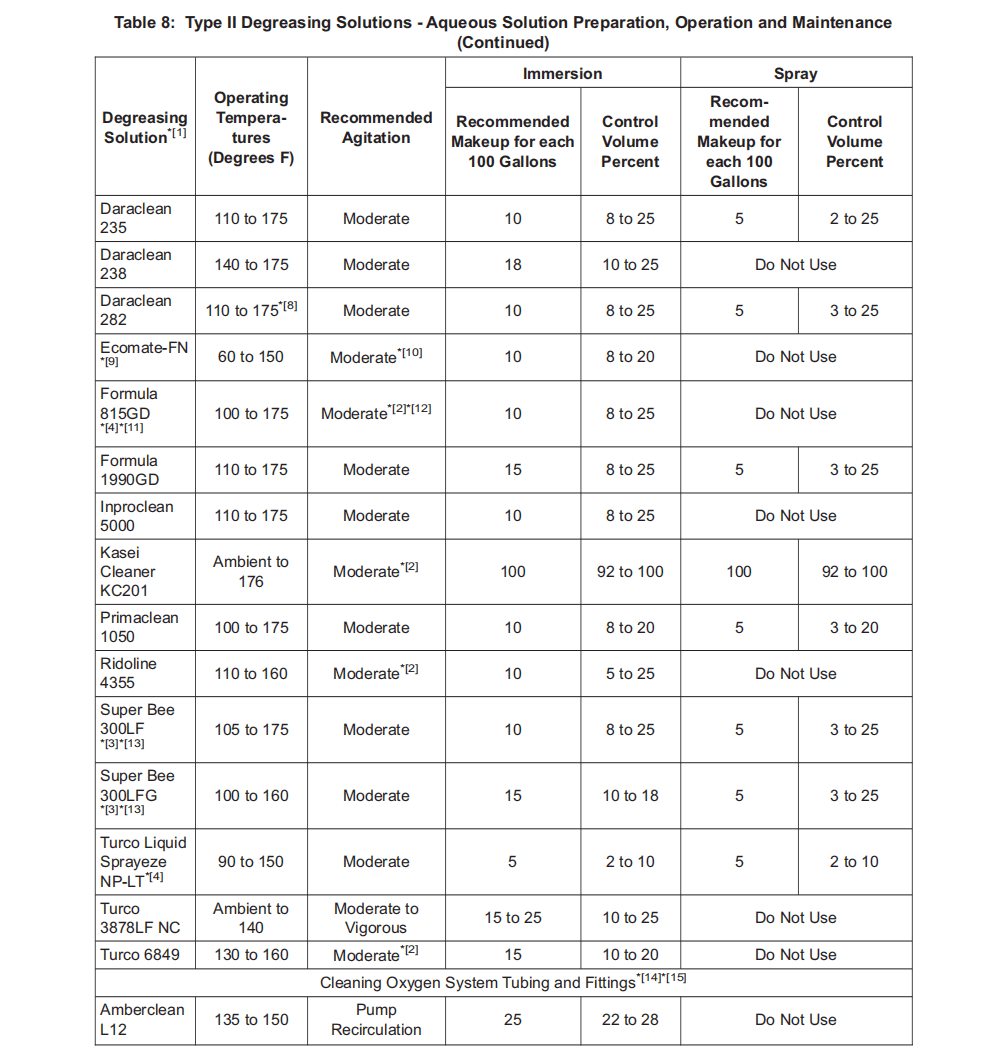

*[1] For limitations on degreasing solutions by Class and Grade, refer to Table 6 and Table 7.
有关各等级脱脂溶液的限制,请参见表 6 和表 7。
*[2] The use of physical agitation or pump circulation is recommended. Air agitation can be used provided the degreaser solution does not foam excessively. However, air agitation may result in excessive loss of organics affecting the cleaning performance of the degreaser.
建议使用物理搅拌或泵循环。如果脱脂剂溶液不会产生过多泡沫,也可使用空气搅拌。不过,空气搅拌可能会导致有机物过度流失,影响脱脂剂的清洁性能。
*[3] May be used for cleaning composite materials found in BMS8-276, bonded titanium structures, and BMS8-276 titanium hybrid structures at a concentration of up to 10 percent by volume and 140°F maximum operating temperature.
可用于清洁 BMS8-276 中的复合材料、粘接钛结构和 BMS8-276 钛混合结构,浓度最高为 10%(体积比),最高工作温度为 140°F。
*[4] May be used for cleaning composite materials found in BMS8-276, bonded titanium structures, and BMS8-276 titanium hybrid structures at a concentration of up to 20 percent by volume and 140°F maximum operating temperature.
可用于清洗 BMS8-276、粘结钛结构和 BMS8-276 钛混合结构中的复合材料,浓度最高为 20%(体积比),最高工作温度为 140°F。
*[5] An operationg temperature of 120°F is recommended when using in an emulsion state to prevent phase separation.
在乳液状态下使用时,建议使用温度为 120°F,以防止相分离。
*[6] Use only enough physical agitation or pump circulation to prevent the emulsion from separating. Never use air agitation or any form of heavy agitation.
仅使用足够的物理搅拌或泵循环来防止乳液分离。切勿使用空气搅拌或任何形式的强力搅拌。
*[7] For use in spray application, the spray pressure shall not exceed 50 psig because of excessive foaming.
用于喷洒时,喷洒压力不得超过 50 psig,以免产生过多泡沫。
*[8] For degreasing magnesium, the maximum concentration and temperature shall be 12 percent and 150°F respectively.
镁脱脂时,最高浓度和温度应分别为 12% 和 150°F。
*[9] Continuous or periodic filtration through a 10 to 15 micron filter is recommended.
建议使用 10 至 15 微米的过滤器进行连续或定期过滤。
*[10] Subsurface agitation is necessary to avoid excessive foaming.
需要进行表面下搅拌,以避免过度起泡。
*[11] Brulin Formulas 815GD pH adjuster shall be in accordance with Paragraph 17.H.
Brulin Formulas 815GD pH 值调节剂应符合第 17.H 段的规定。
*[12] Corrosion and pitting may occur if the level of corrosion inhibitor (sodium metasilicate) is less than 100 ppm.
如果缓蚀剂(偏硅酸钠)的含量低于 100 ppm,则可能发生腐蚀和点蚀。
*[13] Use Cee-Bee Super Bee 300LF Solid or Liquid pH Adjuster as needed to replenish the corrosion inhibitor in accordance with the manufacturers instructions. Control pH between 10.5 and 12.5. Add 1 ounce of Solid or 3 Liquid ounces of pH adjustor for each 100 gallons of tank solution to increase pH by 0.1 unit. Vigorous and uniform solution agitation is required. Cee-Bee Super 300LFG and Super-Bee 300LF shall be refreshed in combination with Cee-Bee 300LF Adjuster to prevent solution segregation.
根据需要使用 Cee-Bee Super Bee 300LF 固体或液体 pH 值调节剂,按照制造商的说明补充缓蚀剂。将 pH 值控制在 10.5 和 12.5 之间。每 100 加仑储罐溶液加入 1 盎司固体或 3 盎司液体 pH 值调节剂,可将 pH 值提高 0.1 个单位。需要用力均匀搅拌溶液。Cee-Bee Super 300LFG 和 Super-Bee 300LF 应与 Cee-Bee 300LF 调节剂结合使用,以防止溶液分离。
*[14] Make up new solution when cleaned parts do not meet requirements. Oxygen system components cleaned in accordance with specification shall meet the cleanliness requirements in BAC5402.
当清洗的零件不符合要求时,应重新配制溶液。按照规范清洗的氧气系统部件应符合 BAC5402 中的清洁度要求。
*[15] Ultrasonic agitation may be used as an option to pump recirculation. Do not use pump recirculation while ultrasonic is in operation.
超声波搅拌可作为泵再循环的一种选择。在超声波运行时,请勿使用泵再循环。
H. pH adjustment for Brulin Formula 815GD
815GD 型 Brulin 配方的 pH 值调整
(1) The integrity of the Brulin Formula 815GD cleaning bath can be better maintained with proper pH adjustments using sodium hydroxide (NaOH) or potassium hydroxide (KOH). Proper maintenance of the pH prevents silicate precipitation and extends the bath life.
使用氢氧化钠 (NaOH) 或氢氧化钾 (KOH) 适当调节 pH 值,可更好地保持 Brulin 配方 815GD 清洗液的完整性。适当保持 pH 值可防止硅酸盐沉淀并延长清洗槽的使用寿命。
(a) For solution concentrations below 15 percent, the pH should be maintained between 9.5 and 10.5
如果溶液浓度低于 15%,pH 值应保持在 9.5 至 10.5 之间
(b) For solution concentrations exceeding 15 percent, the pH should be maintained between 9.8 and 10.5
溶液浓度超过 15%时,pH 值应保持在 9.8 至 10.5 之间。
(2) The following procedures shall be used for controlling the pH of Brulin Formula 815GD
控制 Brulin Formula 815GD 的 pH 值应采用以下程序
(a) Obtain an 8 ounce sample of the tank solution. Cap the bottle to minimize evaporation, then set the sample aside to cool down to ambient temperature.
取 8 盎司槽液样品。盖上瓶盖以减少蒸发,然后将样品放在一旁冷却至环境温度。
(b) Calibrate pH meter.
校准 pH 计。
(c) Transfer 100 ml sample into a 150 ml beaker equipped with a magnetic strirrer.
将 100 毫升样品转移到装有磁力搅拌器的 150 毫升烧杯中。
(d) Place beaker on the stirplate, immerse temperature and pH probes into sample and record pH after the reading is stabilized.
将烧杯放在搅拌器上,将温度和 pH 探头浸入样品中,待读数稳定后记录 pH 值。
(e) If the pH has dropped below the desired minimum; 9.5 for solution concentrations below 15 percent and 9.8 for solution concentrations above 15 percent, proceed with titration using 0.2 N sodium hydroxide to determine how much caustic shall be added to raise the pH to 10.4. The pH shall not be adjusted above 10.5 because the cleaner does not buffer well above this point.
如果 pH 值低于所需的最低值;溶液浓度低于 15%时为 9.5,溶液浓度高于 15%时为 9.8,则用 0.2 N 氢氧化钠进行滴定,以确定应加入多少苛性碱才能将 pH 值提高到 10.4。pH 值不得调整到 10.5 以上,因为超过此值,清洁剂就不能很好地缓冲。
(f) Slowly add 0.2 N sodium hydroxide until the desired pH is reached. Record the total volume of sodium hydroxide added.
缓慢加入 0.2 N 氢氧化钠,直至达到所需的 pH 值。记录加入氢氧化钠的总体积。
(g) Use the following formulas to calculate the amount of pH maintainer that shall be added to the tank:
使用以下公式计算应添加到水槽中的 pH 保持剂的量:
(Amount in ml of 0.2 N NaOH) by (volume in gallons of Brulin Formula 815GD in tank) by 0.944 = Amount of grams of pH Maintainer to add to the tank. Or (Amount in ml of 0.2 N NaOH) by (volume in gallons of Brulin Formula 815GD in tank) by 0.00208 = Amount of pounds of pH Maintainer to add to the tank. Or (Amount in ml of 0.2 N NaOH) by (volume in gallons of Brulin Formula 815GD in tank) by 0.0220 = Amount of US fluid ounces of pH Maintainer to add to the tank. Or (Amount in ml of 0.2 N NaOH) by (volume in gallons of Brulin Formula 815GD in tank) by 0.000172 = Amount of US gallons of pH Maintainer to add to the tank.
(0.2 N 氢氧化钠的毫升量)乘以(水槽中 Brulin 配方 815GD 的加仑量)再乘以 0.944 = 应加入水槽的 pH 值保持剂克数。或(0.2 N NaOH 的毫升量)乘以(水槽中 Brulin 配方 815GD 的加仑体积)再乘以 0.00208 = 向水槽中添加 pH 值保持剂的磅数。或(0.2 N NaOH 的毫升量)乘以(水槽中 Brulin 配方 815GD 的加仑量)再乘以 0.0220 = 向水槽中添加的 pH 值保持剂的美制液盎司量。或(0.2 N NaOH 的毫升数)乘以(水槽中 Brulin 配方 815GD 的加仑数) 0.000172 = 向水槽中加入 pH 维护剂的美制加仑数。
(h) Add pH Maintainer slowly to ensure uniform mixing. The tank shall have adequate circulation while the pH Maintainer is added. A poorly circulating tank may develop regions of high pH Maintainer concentration that could overwhelm the silicate inhibition and results in corrosion problems. Wait a sufficient amount of time to ensure the pH Maintainer is 100 percent dispersed, then repeat Paragraph 17.H.(2)(a) thru Paragraph 17.H.(2)(d) to verify the correction.
缓慢加入 pH 保持剂,以确保混合均匀。添加 pH 值保持剂时,水槽应充分循环。循环不畅的水槽可能会出现 pH 值保持剂浓度过高的区域,从而使硅酸盐抑制剂失效,导致腐蚀问题。等待足够的时间以确保 pH 值保持剂完全分散,然后重复第 17.H.(2)(a)段至第 17.H.(2)(d)段,以核实纠正情况。
18. CLEANING, DESCALING AND SURFACE PREPARATION OF COPPER AND COPPER ALLOYS 铜及铜合金的清洁、除锈和表面处理
A. This procedure comes from BAC5770.
本程序来自 BAC5770。
B. Materials
材料
(1) Copper cyanide, 70 percent copper minimum, plating grade
氰化铜,铜含量不低于 70%,电镀级
(2) Electrocleaner 7303, Shipley Company
Shipley公司的 7303 号电解清洁器
(3) Fluoboric acid, 48-50 percent, plating grade
48-50% 的氟硼酸,电镀级
(4) Sodium cyanide, 97 percent NaCN minimum, plating grade
氰化钠,NaCN 含量不低于 97%,电镀级
(5) Sodium hydroxide, flake or granulated, technical — O-S-598
片状或颗粒状氢氧化钠,工业级 — O-S-598
(6) Hydrochloric acid, 20° Baumé, technical
盐酸,20° 波美度,工业级
(7) Sulfuric acid, 66° Baumé, technical — O-S-809
技术用 66° 波美硫酸 — O-S-809
(8) Chromic acid (chromium trioxide) — O-C-303
铬酸(三氧化二铬)–O-C-303
(9) Nitric acid, 40° or 42° Baumé, technical — O-N-350
硝酸,40° 或 42°波美,工业用 — O-N-350
(10) Riston Acid Cleaner — AC-500, V18873
Riston酸清洁剂 — AC-500,V18873
(11) Sodium dichromate dihydrate, technical — O-S-595
二水重铬酸钠,工业 — O-S-595
C. Solution Preparation
溶液配制
WARNING :SOME OF THESE SOLUTIONS CONTAIN CYANIDE AND ARE VERY POISONOUS. DO NOT BREATHE VAPOR OR MIST. DO NOT LET SOLUTIONS TOUCH EYES, SKIN OR CLOTHING. KEEP CYANIDES AWAY FROM HEAT, SPARKS, AND OPEN FLAMES.
警告 :其中一些溶液含有剧毒氰化物。切勿吸入蒸气或雾气。不要让溶液接触眼睛、皮肤或衣物。氰化物要远离热源、火花和明火。
(1) Cyanide Holding Bath (BAC5625 Solution 11A)
氰化物保持槽(BAC5625 溶液 11A)
(a) Add approximately 4/5 the total quantity of water to the tank.
向槽中加入约总水量的 4/5。
(b) Add 31 pounds of sodium cyanide and 10 pounds of sodium hydroxide for each 100 gallons final solution.
每 100 加仑最终溶液加入 31 磅氰化钠和 10 磅氢氧化钠。
(c) Fill the tank with water to the operating level.
将水注入储罐至操作水位。
(d) Control the solution at 4-5 oz/gal of sodium cyanide and 1-2 oz/gal of sodium hydroxide.
控制溶液中氰化钠的浓度为 4-5 盎司/加仑,氢氧化钠的浓度为 1-2 盎司/加仑。
(e) Use this solution at room temperature.
在室温下使用此溶液。
(2) Uninhibited Hydrochloric Acid Solution (BAC5625 Solution 19)
无抑制盐酸溶液(BAC5625 溶液 19)
(a) Add approximately 2/3 the total quantity of water to the tank.
在水槽中加入约总水量 2/3 的水。
(b) Add 14 gallons of hydrochloric acid for each 100 gallons of final solution.
每 100 加仑最终溶液加入 14 加仑盐酸。
(c) Add water as necessary to fill the tank to the operating level.
根据需要加水,使储液槽达到操作水平。
(d) Control the solution at 5.5-8.0 oz/gal of hydrochloric acid.
控制溶液的盐酸浓度为 5.5-8.0 盎司/加仑。
(e) Use this solution at temperatures from 60-140°F.
溶液使用温度为 60-140°F。
(f) Metal contamination limits — Fe, 1 oz/gal maximum.
金属污染限值 — 铁,最高 1 盎司/加仑。
(3) Copper Strike Solution (BAC5722 paragraph 9.1.1)
敲铜溶液(BAC5722 第 9.1.1 段)
(a) Fully clean the tank. Then add approximately 3/4 the total quantity of water to the tank.
完全清洗水槽。然后向水槽中加入约总水量的 3/4。
(b) For each 100 gallons of final solution, add the chemicals that follow in the sequence that follows:
每 100 加仑最终溶液,按以下顺序添加以下化学品:
1) Add 37 pounds of sodium cyanide. Mix until fully dissolved.
加入 37 磅氰化钠。搅拌至完全溶解。
2) Add 22 pounds of copper cyanide. Add slowly and constantly mix.
加入 22 磅氰化铜。缓慢加入并不断搅拌。
NOTE: The copper cyanide can be prepared as a slurry with water and then added to the solution. Or it can be put into a fine mesh basket and then put fully in the solution.
注:氰化铜可以用水调制成浆状,然后加入溶液中。或将其放入细网篮中,然后完全放入溶液中。
(c) Fill the tank with water to the operating level.
将水加满至操作水平。
(d) Control the solution at 2.0-4.0 oz/gal copper metal, 0.5-2.0 oz/gal free sodium cyanide (as free cyanide ion), and 0.1-0.5 oz/gal sodium hydroxide.
将溶液控制在 2.0-4.0 盎司/加仑金属铜、0.5-2.0 盎司/加仑游离氰化钠(以游离氰离子计)和 0.1-0.5 盎司/加仑氢氧化钠。
(e) Control this solution within ±10°F in the range of 60-150°F.
将此溶液控制在 60-150°F范围内 ±10°F。
(4) Nitric-Sulfuric Acid Solution (BAC5770 paragraph 9.2.2.1)
硝酸-硫酸溶液(BAC5770 第 9.2.2.1 段)
(a) For each 100 gallons of final solution: Put 40 gallons of water in a tank. Add 32 gallons of sulfuric acid and 12 gallons of 40° Baumé nitric acid or 11 gallons of 42° Baumé nitric acid. Then fill the tank with water to the operating level.
每 100 加仑最终溶液: 将 40 加仑水放入槽中。加入 32 加仑硫酸和 12 加仑 40° Baumé硝酸或 11 加仑 42° Baumé硝酸。然后将水槽中的水注满至工作水位。
(b) Control the solution at 50-80 oz/gal of sulfuric acid, 10-15 oz/gal of nitric acid, and 2.5 oz/gal maximum copper.
控制溶液中的硫酸浓度为 50-80 盎司/加仑,硝酸浓度为 10-15 盎司/加仑,铜浓度最高为 2.5 盎司/加仑。
(c) Use this solution at room temperature.
在室温下使用该溶液。
(5) Chromic-Sulfuric Acid Solution (BAC5770 paragraph 9.2.2.2)
铬硫酸溶液(BAC5770 第 9.2.2.2 段)
(a) For each 100 gallons of final solution: Put 60 gallons water in a tank. Add 25 pounds of chromic acid and 12 gallons of 66°Baumé sulfuric acid. Then fill the tank with water to the operating level.
每 100 加仑最终溶液: 将 60 加仑水放入水箱。加入 25 磅铬酸和 12 加仑 66°Baumé硫酸。然后将水加满至操作水平。
(b) Control the solution at 3.0-4.0 oz/gal of chromic acid, 22-30 oz/gal of sulfuric acid, and 2.0 oz/gal maximum copper.
控制溶液的铬酸浓度为 3.0-4.0 盎司/加仑,硫酸浓度为 22-30 盎司/加仑,铜浓度最高为 2.0 盎司/加仑。
(c) Use this solution at room temperature.
在室温下使用该溶液。
(6) Sodium Dichromate-Sulfuric Acid Solution (BAC5770 paragraph 9.2.2.3)
重铬酸钠-硫酸溶液(BAC5770 第 9.2.2.3 段)
(a) For each 100 gallons of final solution: Put 60 gallons of water in a tank. Add 33 pounds of sodium dichromate, and 12 gallons of 66° Baumé sulfuric acid. Then fill the tank with water to the operating level.
每 100 加仑最终溶液: 在槽中加入 60 加仑水。加入 33 磅重铬酸钠和 12 加仑 66° Baumé硫酸。然后将水加满至操作水平。
(b) Control the solution at 4.5-6.0 oz/gal of sodium dichromate dihydrate, 22-30 oz/gal of sulfuric acid and 2.0 oz/gal maximum copper.
控制溶液中的二水重铬酸钠浓度为 4.5-6.0 盎司/加仑,硫酸浓度为 22-30 盎司/加仑,铜浓度最高为 2.0 盎司/加仑。
(c) Use this solution at room temperature.
此溶液在室温下使用。
(7) Sulfuric Acid Solution (BAC5770 paragraph 9.2.2.4)
硫酸溶液(BAC5770 第 9.2.2.4 段)
(a) For each 100 gallons of final solution: Put 60 gallons of water in a tank. Add 12 gallons of 66° Baumé sulfuric acid. Then fill the tank with water to the operating level.
每 100 加仑最终溶液: 在罐中加入 60 加仑水。加入 12 加仑 66° Baumé硫酸。然后将水加满至操作水位。
(b) Control the solution at 19-26 oz/gal of sulfuric acid, and 1 oz/gal maximum copper for pickling of copper on circuit boards and 4 oz/gal maximum copper on all other parts.
控制溶液中硫酸的浓度为 19-26 盎司/加仑,酸洗电路板上的铜时最大铜浓度为 1 盎司/加仑,酸洗所有其他零件时最大铜浓度为 4 盎司/加仑。
(c) Use this solution at room temperature.
在室温下使用该溶液。
(8) Fluoboric Acid Solution (BAC5770 paragraph 9.2.2.5)
氟硼酸溶液(BAC5770 第 9.2.2.5 段)
(a) For each 100 gallons of final solution: Put 60 gallons of water in a tank. Add 22 gallons of 48% to 50% fluoboric acid. Then fill the tank with water to the operating level.
每 100 加仑最终溶液: 将 60 加仑的水放入罐中。加入 22 加仑 48%至 50%的氟硼酸。然后将水注入水箱至操作水位。
(b) Control the solution at 13-20 oz/gal of fluoboric acid, and 1.5 oz/gal maximum copper.
控制溶液中氟硼酸的浓度为 13-20 盎司/加仑,铜的最大浓度为 1.5 盎司/加仑。
(c) Use this solution at room temperature.
在室温下使用该溶液。
(9) Ammonium Persulfate Solution (BAC5770 paragraph 9.2.2.6)
过硫酸铵溶液(BAC5770 第 9.2.2.6 段)
(a) For each 100 gallons of final solution: Put 50 gallons of water in a tank. Add 200 pounds of ammonium persulfate. Then fill the tank with water to the operating level.
每 100 加仑最终溶液: 在水槽中加入 50 加仑水。加入 200 磅过硫酸铵。然后将水注入槽中至操作水位。
(b) Control the solution at 0.0 to 0.5 oz/gal maximum copper.
将溶液的铜含量控制在 0.0 至 0.5 盎司/加仑(最大值)。
(c) Use this solution at room temperature (100°F maximum).
在室温(最高 100°F)下使用该溶液。
(d) Etch rate: 0.03 mil/minute/side.
蚀刻速度: 0.03 密耳/分钟/面。
(10) Nitric-Phosphoric Acid Solution (BAC5770 paragraph 9.2.2.7)
硝酸-磷酸溶液(BAC5770 第 9.2.2.7 段)
(a) For each 100 gallons of final solution: Put 40 gallons of water in a tank. Add 32 gallons of 40 Baumé nitric acid or 29 gallons of 42 Baumé nitric acid, and 14 gallons of 75% phosphoric acid solution. Then fill the tank with water to the operating level.
每 100 加仑最终溶液: 在罐中加入 40 加仑水。加入 32 加仑 40 Baumé硝酸或 29 加仑 42 Baumé硝酸,以及 14 加仑 75% 磷酸溶液。然后将水槽中的水注满至工作水位。
(b) Control the solution at 34-38 oz/gal of nitric acid, 19-23 oz/gal of phosphoric acid, and 1.4 oz/gal maximum copper.
控制溶液的硝酸浓度为 34-38 盎司/加仑,磷酸浓度为 19-23 盎司/加仑,铜浓度最高为 1.4 盎司/加仑。
(c) Use this solution at room temperature (100°F maximum).
在室温(最高 100°F)下使用该溶液。
(11) Nitric-Sulfuric Acid (Type III Pickling Solution) (BAC5770 paragraph 9.2.2.8)
硝酸-硫酸(III 型酸洗液)(BAC5770 第 9.2.2.8 段)
(a) For each 100 gallons of final solution: Put 40 gallons of water in a tank. Add 10 gallons of sulfuric acid, and 29 gallons of 40 Baumé nitric acid or 26 gallons of 42 Baumé nitric acid. Then fill the tank with water to the operating level.
每 100 加仑最终溶液: 在槽中加入 40 加仑水。加入 10 加仑硫酸和 29 加仑 40 Baumé硝酸或 26 加仑 42 Baumé硝酸。然后将水箱中的水加满至工作水位。
(b) Control the solution at 21-25 oz/gal of sulfuric acid, 31-35 oz/gal of nitric acid, and 2 oz/gal maximum copper.
控制溶液中的硫酸浓度为 21-25 盎司/加仑,硝酸浓度为 31-35 盎司/加仑,铜浓度最高为 2 盎司/加仑。
(c) Use this solution at room temperature (100°F maximum).
在室温(最高 100°F)下使用该溶液。
(12) Caustic Holding Bath (BAC5751 Solution 11A)
碱保持槽(BAC5751 溶液 11A)
(a) For each 100 gallons of final solution: Put 50 gallons of water in a tank. Add 44 pounds of sodium hydroxide, flake or granulated, or 7 gallons of sodium hydroxide liquid. Then fill the tank with water to the operating level.
每 100 加仑最终溶液: 将 50 加仑的水放入槽中。加入 44 磅片状或颗粒状氢氧化钠,或 7 加仑氢氧化钠液体。然后将水注入槽中至操作水平。
(b) Control the solution at 6.3-7.8 oz/gal of sodium hydroxide.
将溶液控制在 6.3-7.8 盎司/加仑氢氧化钠。
(c) Use this solution at temperature below 90°F.
在温度低于90°F时使用该溶液。
(13) Caustic Holding Bath (BAC5751 Solution 11B)
碱保持槽(BAC5751 溶液 11B)
(a) For each 100 gallons of final solution: Put 50 gallons of water in a tank. Add 17 pounds of isoprep 44. Then fill the tank with water to the operating level.
每 100 加仑最终溶液: 在水槽中加入 50 加仑水。加入 17 磅异丙醇 44。然后将水槽注满水至工作水位。
(b) Control the solution at 2.5-3.0 oz/gal of isoprep 44.
控制溶液的异丙醇含量为 2.5-3.0 盎司/加仑。
(c) Use this solution at temperature below 90°F.
在温度低于 90°F 时使用该溶液。
D. Clean and remove scale and corrosion from copper and copper alloys as follows:
按以下方法清洗及清除铜及铜合金上的污垢及锈蚀:
(1) Vapor degrease, solvent clean, or emulsion clean as specified in Paragraph 3., Paragraph 4., or Paragraph 7., if necessary. This step is not necessary if the part does not have very much oil or grease.
如有必要,按第 3.段、第 4.段或第 7.段规定的方法进行蒸汽脱脂、溶剂清洗或乳液清洗。如果零件上的油脂不多,则不需要此步骤。
(2) Alkaline clean and rinse as specified in Paragraph 6. It is optional to remove loose scale with an air-water blast.
按照第 6 段规定的方法进行碱性清洁和冲洗。可选择使用水气喷射去除松动的污垢。
(3) If the parts had Riston photoresist coating and etching, abrasive clean as specified in BAC5802.
如果零件有Riston光刻胶涂层和蚀刻,则按 BAC5802 规定的方法进行研磨清洁。
(4) Remove scale or oxide by one of these steps:
以下列步骤之一清除污垢或氧化物:
(a) For all copper alloys (includes soldered parts), remove scale as specified in BAC5748. If the parts are to be painted, put the parts in sulfuric acid solution (Paragraph 18.C.(7)) (BAC5770 paragraph 9.2.2.4) for 15-60 seconds.
对于所有铜合金(包括焊接零件),按 BAC5748 中规定的方法除垢。如果零件要涂漆,将零件放入硫酸溶液(第 18.C.(7)段)(BAC5770 第 9.2.2.4 段)中 15-60 秒。
(b) To remove heavy red-oxide scale (fire scale), put the parts in nitric-sulfuric acid solution (Paragraph 18.C.(4)) (BAC5770 paragraph 9.2.2.1) for 15-60 seconds. Do not use the BAC5770 paragraph 9.2.2.8 solution.
要清除严重的红氧化鳞(火鳞),将零件放入硝酸-硫酸溶液(第 18.C.(4)段)(BAC5770 第 9.2.2.1 段)中浸泡 15-60 秒。不要使用 BAC5770 第 9.2.2.8 段的溶液。
(c) For moderate red-oxide scale, put the parts in chromic-sulfuric acid solution (Paragraph 18.C.(5)) (BAC5770 paragraph 9.2.2.2) for 4-7 minutes, or in sodium dichromate-sulfuric acid solution (Paragraph 18.C.(6)) (BAC5770 paragraph 9.2.2.3) for 4-7 minutes.
对于中度氧化红色垢,将零件放入铬硫酸溶液(第 18.C.(5)段)(BAC5770 第 9.2.2.2 段)中浸泡 4-7 分钟,或放入重铬酸钠硫酸溶液(第 18.C.(6)段)(BAC5770 第 9.2.2.3 段)中浸泡 4-7 分钟。
(d) For mild oxide, put the parts in sulfuric acid solution (Paragraph 18.C.(7)) (BAC5770 paragraph 9.2.2.4) for 30-120 seconds.
对于轻度氧化,将零件放入硫酸溶液(第 18.C.(7)段)(BAC5770 第 9.2.2.4 段)中浸泡 30-120 秒。
(5) Rinse in cold water.
用冷水冲洗。
(6) If scale is not completely removed, do Paragraph 18.D.(4) and Paragraph 18.D.(5) again.
如果污垢未完全清除,请再次执行第 18.D.(4)段和第 18.D.(5)段。
(7) To help dry the parts faster, hot water rinse, then blow dry or dry in a circulating air oven.
为使零件更快干燥,可先用热水冲洗,然后吹干或在循环空气烘箱中烘干。
(8) Keep the parts free of all surface contamination such as grease, oil and fingerprints. If necessary, wrap the part as specified in BAC5034-2.
保持零件表面无任何污染,如油脂、油渍和指纹。如有必要,按 BAC5034-2 规定的方法包裹零件。
E. Prepare the surface of copper and copper alloys for plating as follows:
铜及铜合金表面电镀前的准备工作如下:
(1) Clean and remove scale as specified in Paragraph 18.D.
按第 18.D 段规定的方法清洁和除垢。
(2) If the process is not continuous, reclean and rinse as specified in BAC5749.
若非连续加工,则按 BAC5749 规定的方法重新清洁和冲洗。
(3) For copper, bronze, brass, aluminum-bronze, phosphor-bronze, monel, and alloys which contain less than 0.7 percent lead, go directly to Paragraph 18.E.(7).
对于铜、青铜、黄铜、铝青铜、磷青铜、蒙乃尔合金和含铅量低于 0.7%的合金,直接进行第 18.E.(7)段。
(4) For alloys which contain more than 0.7 percent lead, put the parts in fluoboric acid solution (Paragraph 18.C.(8)) (BAC5770 paragraph 9.2.2.5) for 4-6 minutes.
对于含铅量超过 0.7%的合金,将零件放入氟硼酸溶液(第 18.C.(8)段)(BAC5770 第 9.2.2.5 段)中浸泡 4-6 分钟。
(5) For lead and tin soldered parts, dip in fluoboric acid (Paragraph 18.C.(8)) (BAC5770 paragraph 9.2.2.5) for 5 to 60 seconds. (Process silver soldered parts as specified for the applicable base-metal alloy).
对于铅和锡焊接零件,在氟硼酸溶液(第 18.C.(8)段)(BAC5770 第 9.2.2.5 段)中浸泡 5 至 60 秒。(银焊零件按适用的贱金属合金规定的方法处理)。
(6) Rinse in cold water.
用冷水冲洗。
(7) Put the parts in a copper strike solution (Paragraph 18.C.(3)) for approximately 4 minutes at 4-6 volts. Be sure to use a different tank for this copper strike solution to prevent lead contamination of the plating tanks.
将零件放入铜击溶液(第 18.C.(3)段)中,在 4-6 伏电压下浸泡约 4 分钟。一定要使用不同的镀铜液槽,以防止镀铜液槽受到铅污染。
(8) Rinse in cold water.
用冷水冲洗。
(9) Neutralize and condition the parts as follows:
按以下步骤中和并调节零件:
NOTE: The neutralize and condition steps are optional if the parts are immediately moved to the plating tank.
注:如果立即将零件移至电镀槽,则可选择中和与调节步骤。
(a) If the parts will be plated in acid solution and contain less than 0.7 percent lead, put them in sulfuric acid (Paragraph 18.C.(7)) (BAC5770 paragraph 9.2.2.4) or in fluoboric acid solution (Paragraph 18.C.(8)) (BAC5770 paragraph 9.2.2.5) for 15-60 seconds. Fluoboric acid is preferred for parts to be plated in a fluoboric acid bath.
如果零件将在酸溶液中电镀,且含铅量低于 0.7%,则将其放入硫酸(第 18.C.(7)段)(BAC5770 第 9.2.2.4 段)或氟硼酸溶液(第 18.C.(8)段)(BAC5770 第 9.2.2.5 段)中 15-60 秒。在氟硼酸槽中电镀的零件最好使用氟硼酸。
(b) If the parts will be plated in an alkaline solution, put them in a cyanide holding bath (Paragraph 18.C.(1)) or in caustic holding bath (Paragraph 18.C.(12), Paragraph 18.C.(13)) for 15-60 seconds.
如果零件将在碱性溶液中电镀,则将其放入氰化物保温槽(第 18.C.(1)段)或苛性钠保温槽(第 18.C.(12)段、第 18.C.(13)段)中 15-60 秒。
(10) Rinse in cold water.
用冷水冲洗。
(11) Plate as specified by the applicable specification.
按适用规范规定的方法进行镀层处理。