粘合剂的应用APPLICATION OF ADHESIVES
1. INTRODUCTION 介绍
A. Other than the procedures in Paragraph 7. and Paragraph 8., the data in this subject comes from Boeing Process Specification BAC5010. Access to the Boeing Process Specifications is available.
除了第7段和第8段中的程序外,本主题中的数据来自波音工艺规范BAC5010。可访问波音工艺规范。
B. The procedure for application of adhesive film to vinyl placards in Paragraph 7. comes from Document D6-2862, Fabrication and Inspection Requirements for Adhesive Bonding of Decorative Interior Materials.
第7段中关于乙烯基标牌上粘贴胶膜的程序来自D6-2862号文件《内饰装饰材料粘合的制造和检验要求》。
C. The procedure for application of retaining compounds in Paragraph 8. comes from Boeing Process Specification BAC5011, Application of Retaining Compounds.
第8段中关于固定剂的应用程序来自波音工艺规范BAC5011,固定剂的应用。
D. Refer to SOPM 20-00-00 for a list of all the vendor names and addresses.
供应商名称和地址列表请参考SOPM 20-00-00。
2. EQUIPMENT 设备
A. You can use any equipment to mix the adhesive if it will make a smooth, mixture without lumps or air pockets.
如果它能混合均匀,没有结块或气泡,可以使用任何设备来混合粘合剂。
B. Use containers of metal, glass, polyethylene, Teflon, or polyethylene-lined paper or cardboard for blended adhesive. Do not use waxed or porous paper containers.
使用金属、玻璃、聚乙烯、特氟龙或聚乙烯衬里的纸或纸板容器来混合粘合剂。不要使用蜡纸或多孔纸容器。
C. Use only containers and mixing equipment which are clean and dry. Clean the equipment at least daily, and when the application procedure is stopped for a long time, when you are done with the task, and when you change adhesives. Dry all equipment before you use it. When continuous-operation equipment is used, remove the mixed adhesive from the blending head at least once every 8 hours and at the end of intermittent periods of operation. To clean the head, you can put one of the adhesive components through it, or disassemble the head and solvent clean it. When you use all of the supply of a batch of adhesive, you can add a new supply of the adhesive materials to the supply tanks without removal of the remaining quantity of the adhesive, but the new materials must be of the same specification and from the same supplier as that of the old materials.
仅使用干净、干燥的容器和混合设备。至少每天清洁设备,当操作程序长时间停止时、任务完成后以及更换粘合剂时,也应清洁设备。使用前,应确保所有设备干燥。当使用连续操作设备时,至少每8小时一次,以及在间歇操作结束时,应从混合头中取出混合好的粘合剂。要清洁混合头,可将其中一种粘合剂组分穿过混合头,或分解混合头并用溶剂清洗。当您用完一批粘合剂的供应量时,可以在供应罐中添加新的粘合剂材料,而无需清除剩余的粘合剂,但新材料必须与旧材料具有相同的规格,且来自相同的供应商。
D. If the containers and equipment were used for silicone adhesives, do not use them for nonsilicone adhesives. These adhesives are silicone: Types 60, 62, 68, 74, 77, 79, 80, 84, 98, 109 and 119.
如果容器和设备用于硅酮胶,则不得用于非硅酮胶。这些胶属于硅酮胶:类型60、62、68、74、77、79、80、84、98、109和119。
E. Silicone and nonsilicone materials in their original unopened containers can be stored together. Opened containers of each material must not be stored in the same cabinet.
硅酮和非硅酮材料可以一起存放在未开封的原装容器中。已开封的每种材料不得存放在同一柜子中。
F. Equipment used to weigh or measure by volume must have an accuracy of ± 2.5%.
用于称重或体积测量的设备必须精确到±2.5%。
3. PREPARATION OF ADHESIVES 粘合剂的制备
WARNING :THE ADHESIVES, PRIMERS, SURFACE TREATMENT MATERIALS, AND SOLVENTS CONTAIN POISONOUS, FLAMMABLE COMPONENTS. DO NOT BREATHE VAPORS, MIST, OR DUST. MIX AND APPLY ADHESIVES AND PRIMERS IN AN AREA WITH A GOOD FLOW OF AIR. KEEP LIQUID ADHESIVES AND PRIMERS AWAY FROM SKIN AND EYES. USE APPROVED RESPIRATORS WHEN YOU USE THESE MATERIALS IN CONFINED AREAS. USE PROTECTIVE CLOTHING AND GLOVES AS NECESSARY. KEEP LIQUID ADHESIVES, PRIMERS, AND SOLVENTS AWAY FROM SOURCES OF IGNITION. OBEY THE SPECIFIC PRECAUTIONS IN THE INDIVIDUAL APPLICATION PROCEDURES.
警告:粘合剂、底漆、表面处理材料和溶剂含有有毒易燃组分。请勿吸入蒸汽、雾气或粉尘。请在空气流通良好的区域混合并使用粘合剂和底漆。请勿让液体粘合剂和底漆接触皮肤和眼睛。在密闭区域使用这些材料时,请佩戴经批准的呼吸器。必要时使用防护服和手套。请将液态粘合剂、底漆和溶剂远离火源。遵守各个应用程序中的具体预防措施。
A. If the adhesives or individual components were in storage at a temperature below 65°F, let them warm to room temperature (65°F minimum) in the unopened containers before you mix, weigh, or use them. Wipe all visible moisture from external surfaces of the containers before you open them.
如果粘合剂或单个组件在低于65°F的温度下储存,请在混合、称重或使用前,将其放在未开封的容器中,使其升温至室温(最低65°F)。在打开容器前,请擦去容器外表面所有可见的水分。
B. Use the ingredients and procedures as specified to mix and apply the materials. Do not use different ingredients or procedures. Do not use thinner in adhesives or in components unless specified. Weigh components to an accuracy of ± 2.5%.
按照规定的配料和程序混合并使用材料。不要使用不同的配料或程序。除非另有说明,否则不要在粘合剂或组件中使用稀释剂。配料称量精度为±2.5%。
C. When you use thinner, do not stir quickly, beat or shake the adhesives, which could cause foam. When there is air in mixed adhesive, give sufficient time for it to be released. Deaeration is recommended for the high viscosity adhesives.
使用稀释剂时,请勿快速搅拌、敲打或摇晃粘合剂,否则可能会产生泡沫。如果混合后的粘合剂中有空气,请留出足够的时间使其释放。建议对高粘度粘合剂进行脱气处理。
D. Do not use undated or expired materials.
请勿使用未注明日期或过期的材料。
E. Identify containers of mixed adhesive with this data:
混合粘合剂的容器应标明以下数据:
(1) BAC5010 Type number, or manufacturer’s designation, and BMS number if applicable
BAC5010 型号或制造商名称,以及 BMS 编号(如适用)
(2) Date and time that the mixture will be expired
混合物过期日期和时间
(3) Identification of the person that made the mixture
混合物的制作者身份
WARNING :MAKE SURE YOU INCLUDE THE REQUIRED SAFETY PRECAUTIONS WHEN YOU MAKE THE NEW LABELS.
警告:制作新标签时,请务必包含必要的安全预防措施。
F. When you put adhesives into smaller containers, give the same information on the smaller container labels as on the original. Before you move the contents between the containers, mix it until it is smooth.
将粘合剂装入较小的容器时,应在较小的容器标签上注明与原标签相同的信息。在容器之间转移内容物之前,应充分混合。
G. High temperature and humidity or a large quantity of adhesive will decrease pot life. Low temperature or a small quantity of adhesive will increase pot life. If possible, mix only the necessary quantity of adhesive immediately before you use it.
高温高湿或粘合剂用量过多会缩短使用期。低温或粘合剂用量过少会延长使用期。如果可能,请在即将使用前才混合所需数量的粘合剂。
H. Mix the adhesives or primers in their original containers or in containers of clean metal, glass, Teflon, polyethylene or polyethylene-lined. Do not use waxed or porous paper containers. When you mix by hand, use only clean stirrers such as metal spatulas. Do not use metal containers that have rust on the inside.
在原装容器或干净金属、玻璃、特氟龙、聚乙烯或聚乙烯衬里的容器中混合粘合剂或底漆。请勿使用蜡纸或多孔纸容器。用手搅拌时,仅使用干净的搅拌工具,如金属刮刀。请勿使用内部生锈的金属容器。
I. Unless the procedure specifies differently, mix or shake each component by itself first. This will make sure its ingredients are mixed smoothly together. Then mix the components together as specified.
除非程序另有规定,否则应先将各组分单独混合或摇匀。这样可以确保各组分充分混合。然后按照规定的顺序将各组分混合在一起。
4. PREPARATION OF SURFACES 表面处理
A. Make sure the mating surfaces are a good fit. Make sure only light pressure (1-2 psi) is necessary for the mating surfaces to fully touch.
确保配合表面完全贴合。确保配合表面只需轻微压力(1-2 psi)即可完全贴合。
B. Clean surfaces are necessary to make strong adhesive bonds. All unwanted materials such as oils, greases, waxes, or powders must be removed before the adhesive is applied.
清洁的表面是形成牢固粘合力的必要条件。在涂粘合剂前,必须清除所有不需要的材料,如油、油脂、蜡或粉末。
C. Unless shown differently, solvent clean all mating surfaces by the General Cleaning and Final Cleaning procedures of SOPM 20-30-03. Use BMS 15-5 wipers and the solvents as specified.
除非另有说明,否则按照SOPM 20-30-03的通用清洁和最终清洁程序用溶剂清洁所有配合表面。使用BMS 15-5刷子和规定的溶剂。
D. Apply the primers or adhesives immediately after you prepare the mating surfaces. Be very careful to keep dust and unwanted materials off the surfaces. Do not touch the cleaned or primed surfaces unless you use clean gloves.
在准备配合表面后立即涂上底漆或粘合剂。务必小心,防止灰尘和多余材料进入表面。除非使用干净的手套,否则不要触摸清洁或涂底漆的表面。
E. When you bond adjacent to decorative areas, use masking materials as specified in BAC5034 (SOPM 20-44-02) as necessary to keep adhesive from those areas.
当您在装饰区域附近粘合时,请根据需要使用BAC5034(SOPM 20-44-02)中规定的遮蔽材料,以防止粘合剂进入这些区域。
F. On nondecorative parts, clean (and apply the primer, if applicable) on an area larger than that which will be bonded or touch the adhesive.
在非装饰性零件上,清洁(并涂底漆,如果适用)的区域应大于粘合或接触粘合剂的区域。
G. Fabrics
织物
(1) Try the solvent on a small piece before you clean a large area. If the solvent damages the fabric, refer to the manufacturer for more instructions.
在清洁大面积区域前,先在一小块织物上试用溶剂。如果溶剂损坏了织物,请咨询制造商以获取更多说明。
(2) Fabric newly removed from a roll or pack can be used without more cleaning.
从卷筒或包装中刚取出的织物无需进一步清洁即可使用。
(3) Clean dirty fabric by the solvent clean procedure of SOPM 20-30-03. Dry fabric until the odor of solvent is gone.
按照SOPM 20-30-03的溶剂清洁程序清洁脏污织物。将织物晾干,直至溶剂气味消失。
H. Coated Fabrics
涂层织物
(1) Clean as specified in Paragraph 4.I. and Paragraph 4.K. unless it is waterproof coated nylon cloth as specified in MIL-C-20696, used to cover insulation blankets.
按照第4.I.和第4.K.段的规定进行清洁,除非是用于覆盖绝缘毯的MIL-C-20696规定的防水涂层尼龙布。
(2) If there is a parting agent on the vinyl surface, be sure to remove it before you bond.
如果乙烯基表面有分离剂,在粘合前一定要将其清除。
I. Calendered, Extruded, or Molded Rubber Parts
压延、挤压或模压橡胶零件
(1) The parting agent on such parts is usually embedded in the rubber. Sand the parts to remove the parting agent. Solvent clean to remove the sanding debris.
此类零件上的分离剂通常嵌入橡胶中。 打磨零件以清除分离剂。 用溶剂清洗以清除打磨碎屑。
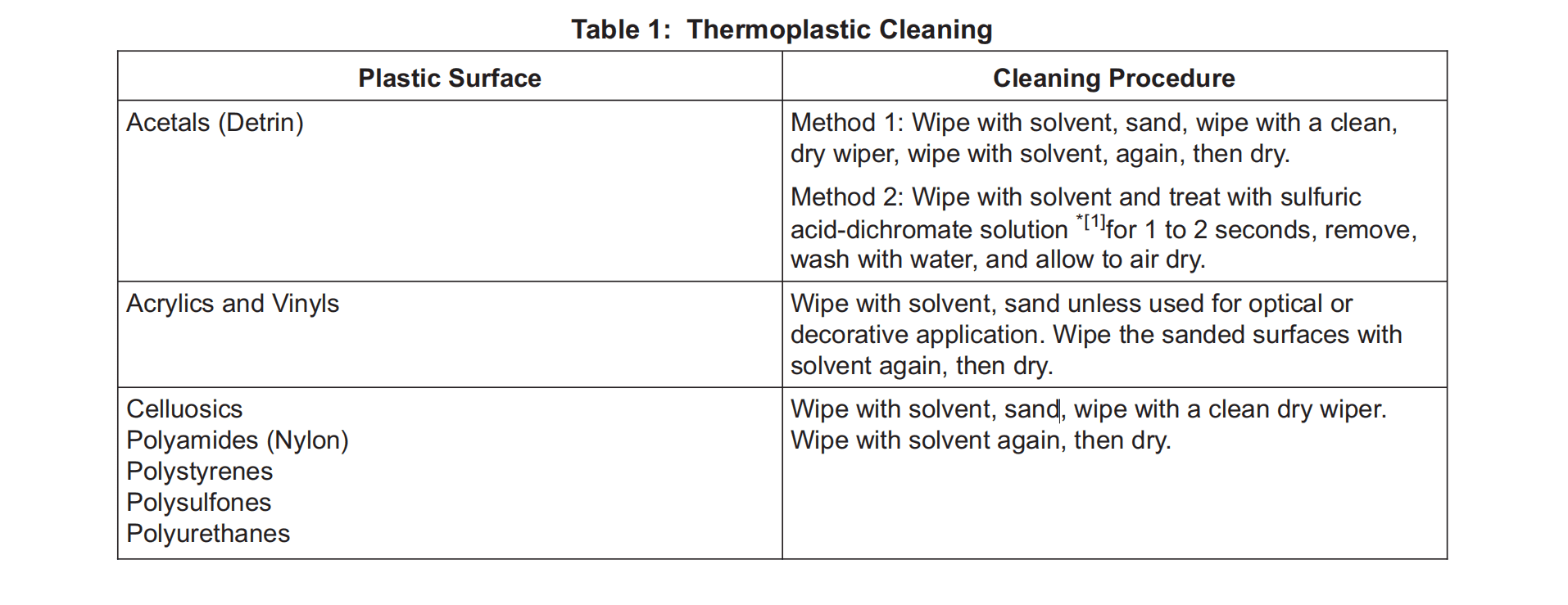
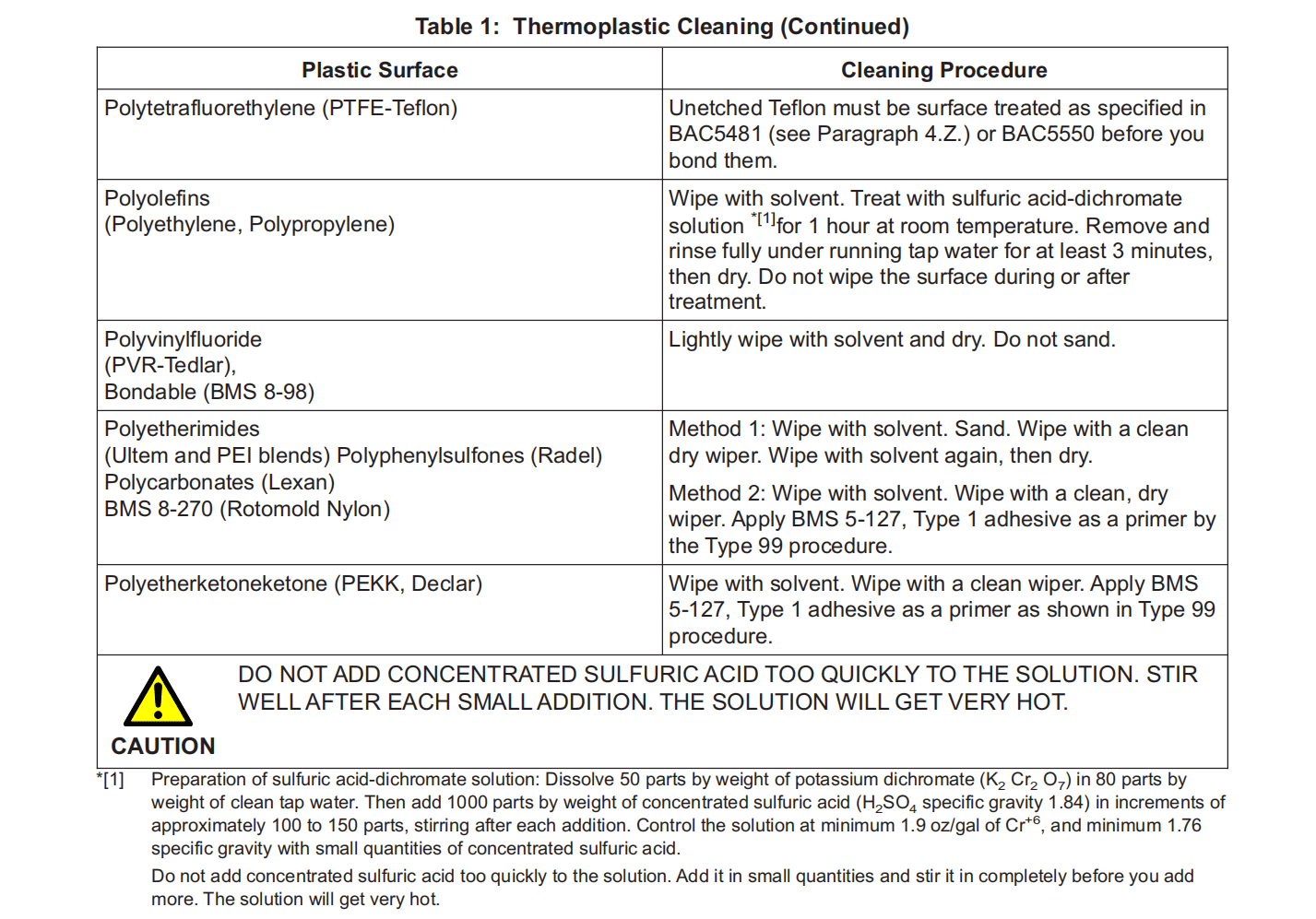
(2) Wipe ethylene-propylene rubber with solvent as specified in SOPM 20-30-03 and dry. Treat with sulfuric acid-dichromate solution as specified in Table 1 for 10-15 minutes at room temperature. Remove and rinse under running water for at least 3 minutes, then dry.
用SOPM 20-30-03规定的溶剂擦拭乙丙橡胶并使其干燥。在室温下用表1规定的硫酸-重铬酸钾溶液处理10-15分钟。取出并在流水下冲洗至少3分钟,然后晾干。
J. Thermosetting Plastics
热固性塑料
(1) General procedure for all bonding surfaces.
所有粘接表面的通用程序。
(a) Lightly sand the surface to remove the gloss, unless this is a polyester or epoxy laminate or panel (such as BMS 4-20 or BMS 4-23) with a peel ply which is removed before you bond.
轻轻打磨表面,去除光泽,除非是聚酯或环氧树脂层压板或面板(如BMS 4-20或BMS 4-23),其剥离层在粘合前已去除。
(b) Solvent clean by the Final Cleaning procedures of SOPM 20-30-03.
根据SOPM 20-30-03的最终清洁程序进行溶剂清洁。
(2) Optional procedure for local cleaning of bonding surfaces.
粘合表面局部清洁的可选程序。
(a) Solvent clean by the Final Cleaning procedures of SOPM 20-30-02.
按照SOPM 20-30-02的最终清洁程序进行溶剂清洁。
(b) Lightly sand the surface with 180 grit or finer abrasive paper until the gloss and contamination is removed. Use only clean abrasive paper. Wipe clean with a dry wiper.
用180目或更细的砂纸轻轻打磨表面,直到光泽和污垢被去除。 仅使用干净的砂纸。 用干燥的刷子子擦拭干净。
K. Thermoplastic Surfaces — See Table 1.
热塑性表面——见表1。
L. TT-P-1757 Zinc Chromate Primed Surfaces
TT-P-1757 铬酸锌底漆表面
(1) Remove the zinc chromate primer before you bond to the surface, unless parts are held in position at all times by something other than the adhesive, unless batts, lining materials, paper, or felt are to be bonded to the primed surface, or unless adhesive is used only to make assembly easier.
在粘合表面前,应去除铬酸锌底漆,除非零件始终由粘合剂以外的其他东西固定,除非将填充物、衬里材料、纸张或毡布粘合到底漆表面,或者除非仅使用粘合剂是为了使组装容易。
(2) Before you bond, clean the surface by the Final Cleaning procedure of SOPM 20-30-03.
在粘合之前,请按照SOPM 20-30-03的最终清洁程序清洁表面。
(3) Zinc chromate primer must be sufficiently cured before it can be used as an adhesive bond surface. To see if it is cured, wipe with a clean cloth wet with methyl ethyl ketone. Cure is sufficient when many wipes are necessary for removal. If the primer is easily removed with methyl ethyl ketone, remove all of the primer before you bond to the surface.
锌铬酸盐底漆必须充分固化后才能用作粘合表面。 要检查是否固化,请用蘸有甲基乙基酮的干净布擦拭。如果需要多次擦拭才能去除,则表明已经充分固化。如果底漆很容易用甲基乙基酮去除,则在粘合表面前应去除所有底漆。
(4) Cured zinc chromate primer can be removed with paint and lacquer remover TT-R-248. Apply the remover with a brush only to the area which will be bonded. When primer is wrinkled or softened, remove it with a clean wiper. After removal of primer, solvent clean by the Final Cleaning procedure of SOPM 20-30-03. Make sure all of this area gets the protection of the adhesive. Or apply more primer after the bond procedure. Make sure there are no bare magnesium surfaces.
固化后的锌铬酸盐底漆可用油漆和清漆去除剂 TT-R-248 去除。用刷子将去除剂涂在需要粘合的区域。当底漆起皱或变软时,用干净的刷子将其清除。清除底漆后,按照SOPM 20-30-03的最终清洁程序进行溶剂清洁。确保该区域的所有部分都得到粘合剂的防护。或者在粘合后涂上更多的底漆。确保没有裸露的镁表面。
M. BMS 10-11, Type 1 Primed Surfaces
BMS 10-11,类型1 涂底漆的表面
(1) This primer can stay on the surfaces. But the primer must be permitted to dry as follows before you bond to it.
此底漆可以留在表面上。但在粘合之前,必须按照以下方法让底漆干燥。
(a) For adhesive Types 38, 52, 54, 70 and 71, make sure this primer dried for one of these periods:
对于38、52、54、70和71类型粘合剂,请确保底漆在以下时间干燥:
1) 7 hours minimum at 50°F minimum,
最低50°F下至少7小时,
2) 4 hours minimum at 75°F minimum,
最低75°F下至少4小时,
3) 15 minutes minimum at 140-160°F, or
在140-160°F下至少15分钟,或
4) 5 minutes minimum at 190-210°F.
在190-210°F下至少5分钟。
(b) Type 93 adhesive can be applied over primer after the primer dried for a minimum of one hour at 130-150°F, or a minimum of 4 hours at 65°F minimum.
93型粘合剂可在底漆在130-150°F下至少干燥一小时后,或在65°F下至少干燥四小时后涂抹在底漆上。
(c) For all adhesive other types, make sure this primer dried a minimum of 24 hours at approximately 75°F.
对于所有其他类型的粘合剂,请确保底漆在约75°F的温度下至少干燥24小时。
(2) Clean these surfaces, before you bond to them, by the Final Cleaning procedure of SOPM 20-30-03.
在粘合前,请按照SOPM 20-30-03的最终清洁程序清洁这些表面。
N. Aluminum without surface treatment
未进行表面处理的铝
(1) Solvent clean by the General Cleaning procedure of SOPM 20-30-03.
按照SOPM 20-30-03的通用清洁程序进行溶剂清洁。
(2) Sand the surface with aluminum wool or aluminum oxide or silicon carbide abrasive.
用铝棉、氧化铝或碳化硅砂纸打磨表面。
(3) Solvent clean by the Final Cleaning procedure of SOPM 20-30-03.
按照SOPM 20-30-03的最终清洁程序进行溶剂清洁。
O. Aluminum with Surface Treatment (Alodine, Anodize, etc.)
经过表面处理(阿洛丁、阳极氧化等)的铝
(1) Do not sand the surface.
不要打磨表面。
(2) Solvent clean the surface by the Final Cleaning procedure of SOPM 20-30-03.
按照SOPM 20-30-03的最终清洁程序用溶剂清洁表面。
P. Steel without plating
未电镀的钢
(1) Solvent clean by the General Cleaning procedure of SOPM 20-30-03.
按照SOPM 20-30-03的通用清洁程序用溶剂清洁。
(2) Sand the surface with 180 grit or finer abrasive.
用180目或更细的砂纸打磨表面。
(3) Solvent clean by the Final Cleaning procedure of SOPM 20-30-03.
按照SOPM 20-30-03的最终清洁程序进行溶剂清洁。
Q. Steel (such as zinc or cadmium).
钢(如锌或镉)。
(1) Do not sand the surface.
不要打磨表面。
(2) Solvent clean the surface by the Final Cleaning procedure of SOPM 20-30-03.
按照SOPM 20-30-03的最终清洁程序进行溶剂清洁。
R. Titanium
钛
CAUTION :TO PREVENT HYDROGEN EMBRITTLEMENT, DO NOT USE CHLORINATED SOLVENTS ON TITANIUM WHICH WILL BE IN TEMPERATURES ABOVE 600°F (316°C) ON THE AIRPLANE OR IN SUBSEQUENT PROCEDURES SUCH AS STRESS RELIEVING, ANNEALING, OR WELDING
注意:为防止氢脆,在飞机上或随后的应力消除、退火或焊接等程序中,请勿在温度超过600°F(316°C)的钛上使用含氯溶剂
(1) Solvent clean by the General Cleaning procedure of SOPM 20-30-03. Do not use chlorinated solvents.
按照SOPM 20-30-03的通用清洁程序进行溶剂清洁。请勿使用含氯溶剂。
(2) Sand the surface with 180 grit or finer abrasive.
用180目或更细的砂纸打磨表面。
(3) Solvent clean by the Final Cleaning procedure of SOPM 20-30-03.
按照SOPM 20-30-03的最终清洁程序进行溶剂清洁。
S. BMS 10-11, Type 2, BMS 10-60, BMS 10-83, and MIL-C-83286 Polyurethane Enamels
BMS 10-11、类型 2、BMS 10-60、BMS 10-83 和 MIL-C-83286 聚氨酯瓷漆
(1) Abrade or lightly sand the cured enamel surfaces to remove all surface gloss.
打磨或轻轻打磨固化后的瓷漆表面,去除所有表面光泽。
(2) Solvent clean the surface by the Final Cleaning procedure of SOPM 20-30-03.
按照 SOPM 20-30-03 的最终清洁程序用溶剂清洁表面。
T. Paper, Felt, Cork, Leather — Remove dust and surface contamination with a clean wiper.
纸、毡、软木、皮革——用干净的刷子清除灰尘和表面污染物。
U. Tin and Lead Plated Surfaces
镀锡和镀铅表面
(1) Solvent clean by the General Cleaning procedure of SOPM 20-30-03. Do not use chlorinated solvents.
按照SOPM 20-30-03的通用清洁程序进行溶剂清洁。不要使用含氯溶剂。
(2) Sand the surface with abrasive fabric or pads.
用砂布或砂垫打磨表面。
(3) Solvent clean by the Final Cleaning procedure of SOPM 20-30-03.
按照SOPM 20-30-03的最终清洁程序进行溶剂清洁。
V. BMS 5-89, BMS 5-137 and MIL-P-23377 Epoxy Primers
BMS 5-89、BMS 5-137和MIL-P-23377环氧底漆
(1) Do not sand the cured primer surface.
不要打磨固化底漆表面。
(2) Solvent clean by the Final Cleaning procedure of SOPM 20-30-03.
按照SOPM 20-30-03的最终清洁程序进行溶剂清洁。
W. Chemglaze II A276 or Chemglaze Z306 Polyurethane Enamels
Chemglaze II A276或Chemglaze Z306聚氨酯瓷漆
(1) Lightly sand the area with 320-grit or finer aluminum oxide or silicon carbide sandpaper, to remove surface gloss. Do not go through the enamel layer.
用320目或更细的氧化铝或碳化硅砂纸轻轻打磨,去除表面光泽。不要打磨瓷漆层。
(2) Remove the sand and dust with a clean wiper wet with solvent. Immediately wipe dry with a clean, dry wiper.
用蘸有溶剂的干净刷子清除砂砾和灰尘。立即用干净的干刷子擦干。
X. Wood
木材
(1) Sand along the grain to fully clean the faying surfaces. This is not necessary on a clean cut surface.
沿纹理打磨,以充分清洁接合表面。对于切割整齐的表面,则无需打磨。
(2) Remove sand and dust with a clean wiper, a clean, soft-bristled brush, or a vacuum cleaner.
用干净的刷子、干净的软毛刷或真空吸尘器清除沙子和灰尘。
Y. Alkyd Enamel, Acrylic Enamel, Vinyl Paint, Nitrocellulose Lacquers
醇酸磁漆、丙烯酸磁漆、乙烯基漆、硝基漆
(1) You must not bond to surfaces that have these finishes. Remove them as specified in SOPM 20-30-02 from the area which will get the adhesive.
不得粘附在这些饰面的表面上。按照SOPM 20-30-02的规定,从将要粘接的区域将其清除。
(2) If the removal process damages the primer layers, remove all of the primer also.
如果清除过程损坏了底漆层,则也要清除所有的底漆。
Z. BMS 10-20 Coating
BMS 10-20涂层
(1) Lightly sand the surface to remove the gloss.
轻轻打磨表面以去除光泽。
(2) Solvent clean by the Final Cleaning procedure of SOPM 20-30-03.
按照SOPM 20-30-03的最终清洁程序进行溶剂清洁。
(3) If you must repair the coating, use the procedures of BAC5793 with an elevated temperature cure.
如果必须修复涂层,请按照BAC5793的程序进行高温固化。
AA. Unetched polytetrafluoroethylene (TFE) (Teflon) (Ref BAC5481):
未腐蚀的聚四氟乙烯(TFE)(特氟龙)(参考BAC5481):
(1) Clean with a Series 98 solvent (SOPM 20-30-98) and dry with a clean wiper.
用98系列溶剂(SOPM 20-30-98)清洗并用干净的刷子擦干。
(2) Lightly make the surface rough with Scotch-Brite, or aluminum oxide sandpaper or cloth, 250 grit or finer.
用250目或更细的Scotch-Brite或氧化铝砂纸或砂布轻轻打磨表面使其粗糙。
(3) Clean again as specified in Paragraph 4.AA.(1).
按照第4.AA.(1)段的规定再次清洗。
(4) With masking tape, mask off the surfaces not to be bonded.
用遮蔽胶带遮住不需要粘合的表面。
(5) Clean again if necessary as specified in Paragraph 4.AA.(1).
如有必要,请按照第4.AA.(1)段的规定再次清洁。
(6) Put the part in a TFE etchant for 15-60 seconds until the surface becomes brown. The time will increase with the age of the solution. It is not possible to etch too much. The brown color is applicable only to materials without pigment. If the parts are not etched after 60 seconds, the etchant is worn out and must be replaced.
将零件放入TFE蚀刻剂中15-60秒,直到表面变成棕色。时间会随着溶液的老化而增加。蚀刻时间不能过长。棕色仅适用于不含色素的材料。如果零件在60秒后仍未蚀刻,则表明蚀刻剂已耗尽,必须更换。
(7) Wash immediately in n-butyl alcohol to remove remaining etchant.
立即用正丁醇清洗,以去除残留的蚀刻剂。
(8) Rise in hot water until you get a water break free surface. You can add a liquid detergent to the rinse water to help clean the surface.
放入热水中加热,直到出现不无断水表面(直到表面不再有水汽)。您可以在冲洗水中加入液体洗涤剂,以帮助清洁表面。
(9) Let the parts dry and remove all maskants. Do not touch the etched surfaces.
让零件干燥并去除所有掩膜剂。不要触摸蚀刻表面。
(10) If the parts will not be bonded within 48 hours, give the parts protection from sunlight. The etched surface will be good to bond to for 6 months if given protection from abrasion and light.
如果零件在48小时内无法粘合,请避免阳光照射。如果避免磨损和光照,蚀刻表面在6个月内仍可粘合。
AB. BMS 10-103, Type 1 Primer
BMS 10-103,类型1底漆
(1) Removal of the primer is not necessary. Make sure the primer dried for the Minimum Time Prior to Handling as specified in BAC5325.
无需去除底漆。确保底漆按照BAC5325的规定,在处理前的干燥最短时间。
(2) Solvent clean the primed surfaces by the Final Cleaning Method (SOPM 20-30-03).
按照最终清洁方法(SOPM 20-30-03)用溶剂清洁涂有底漆的表面。
AC. Inspection after Cleaning
清洁后的检查
(1) Wipe the surface with a clean, lint-free cloth. Clean the surface again if you see contamination or discoloration on the cloth.
用干净的无绒布擦拭表面。如果看到布上有污渍或变色,请再次清洁表面。
(2) Examine the surface with reflected light across the cleaned area. Clean the surface again if you find dirt, corrosion, oil, grease, or other contamination.
用反射光检查清洁区域的表面。如果发现污垢、腐蚀、油、油脂或其他污染物,请再次清洁表面。
(3) Examine adjacent surfaces and crevices for contamination by dirt removed from the bond area or by solvent. Clean these areas as necessary.
检查相邻表面和缝隙,看是否有从粘接区域清除的污垢或溶剂残留。必要时清洁这些区域。
5. QUALITY CONTROL 质量控制
A. Make sure the parts are correctly aligned. Reject bonds if the bond strength is reduced, as when the parts were aligned after they were put together.
确保零件对齐正确。如果粘接强度降低,则应拒绝粘接,例如在零件组装后对齐时。
B. A serviceable bond will be continuous along the edges of all mating surfaces. Reject bonds with loose edges or corners or if adjacent laminations come apart.
合格的粘合剂应沿所有接合表面的边缘连续延伸。边缘或角落松动或相邻叠片分离的粘合剂应予以剔除。
C. Reject bonds if you find gaps, blisters, or cracks along the bond line.
沿粘合线出现缝隙、气泡或裂纹的粘合剂应予以剔除。
D. Adhesives that cure, as compared to adhesives that become tacky as their solvents dry, come out as a bead when the parts are put together. Make sure this bead is continuous along all edges and at the corners.
固化型粘合剂与溶剂干燥(挥发)后变粘的粘合剂相比,在将零件组装在一起时会出现一条粘胶。确保这条粘胶沿所有边缘和角落连续延伸。
E. Do not try to pull apart the bonded parts as a test of the bond unless this is a specimen in a test procedure.
除非这是测试程序中的样本,否则不要试图将粘合的零件拉开作为粘合测试。
F. Look for unwanted adhesive that comes out of the joint, or contamination of adjacent areas by adhesive. Nonsolvent-curing adhesive can have a fillet, if this does not cause a problem with appearance or the fit of subsequent mating parts.
检查粘合处是否有多余的粘合剂溢出,或相邻区域是否被粘合剂污染。非溶剂固化粘合剂可能会出现圆角,只要不影响外观或后续配合零件的配合即可。
G. If you removed primer to apply the adhesive, make sure this surface has the protection of the adhesive. If it does not, then apply primer on the area that does not have protection.
如果为了涂覆粘合剂而去除底漆,请确保该表面有粘合剂的保护。如果没有,请在没有保护的区域涂覆底漆。
H. During the adhesive cure, keep the bonding pressure on the parts as constant and continuous as possible over the bond line or area.
在粘合剂固化期间,应尽可能保持粘合线或粘合区域上零件的持续恒定压力。
I. The cure time specified for the individual adhesive types is the minimum time necessary at the specified temperature for sufficient bond strength to let you move the parts. But the bond could possibly not get to full strength until 7 days at 65°F. If stress could be put in the new bond because of the part size, shape, or subsequent assembly operations, give the bond more time to cure than specified.
为单独粘合剂类型规定的固化时间是其在规定温度下达到足够粘接强度以移动零件所需的最短时间。但在65°F下,粘合剂可能需要7天才能达到完全强度。如果由于零件尺寸、形状或后续组件操作而给新粘合处施加应力,则应延长固化时间。
J. Make sure the temperature of the part stays above 65°F during the adhesive cure. If the part becomes colder than 65°F, increase the part temperature to a minimum of 65°F to continue the cure. The time that the part is colder than 65°F cannot be included in the cure time. If you use an elevated temperature cure, the cure time starts when the bondline gets to the specified temperature range.
确保在粘合剂固化期间,零件温度保持在65°F以上。如果零件温度低于65°F,则将零件温度至少提高到65°F,以继续固化。零件温度低于65°F的时间不能计入固化时间。如果使用高温固化,则固化时间从粘合线达到固定温度范围时开始计算。
K. If the adhesive components come in a unit which has two syringes operated together, put the unit into an applicator gun and attach a mixing nozzle. When you start to operate the gun to apply the adhesive, make sure the two syringes flow equally and freely. Before you apply the adhesive to the parts, release and discard a bead of adhesive approximately equal to the length and diameter of the mixing nozzle.
如果粘合剂组件是一个同时操作两个注射器的单元,请将该单元放入涂胶枪并连接混合喷嘴。当您开始操作喷枪涂胶时,请确保两个注射器流量均匀且顺畅。在将粘合剂涂覆到零件上之前,释放并丢弃大约与混合喷嘴长度和直径相等的粘合剂。
6. APPLICATION PROCEDURES 应用程序
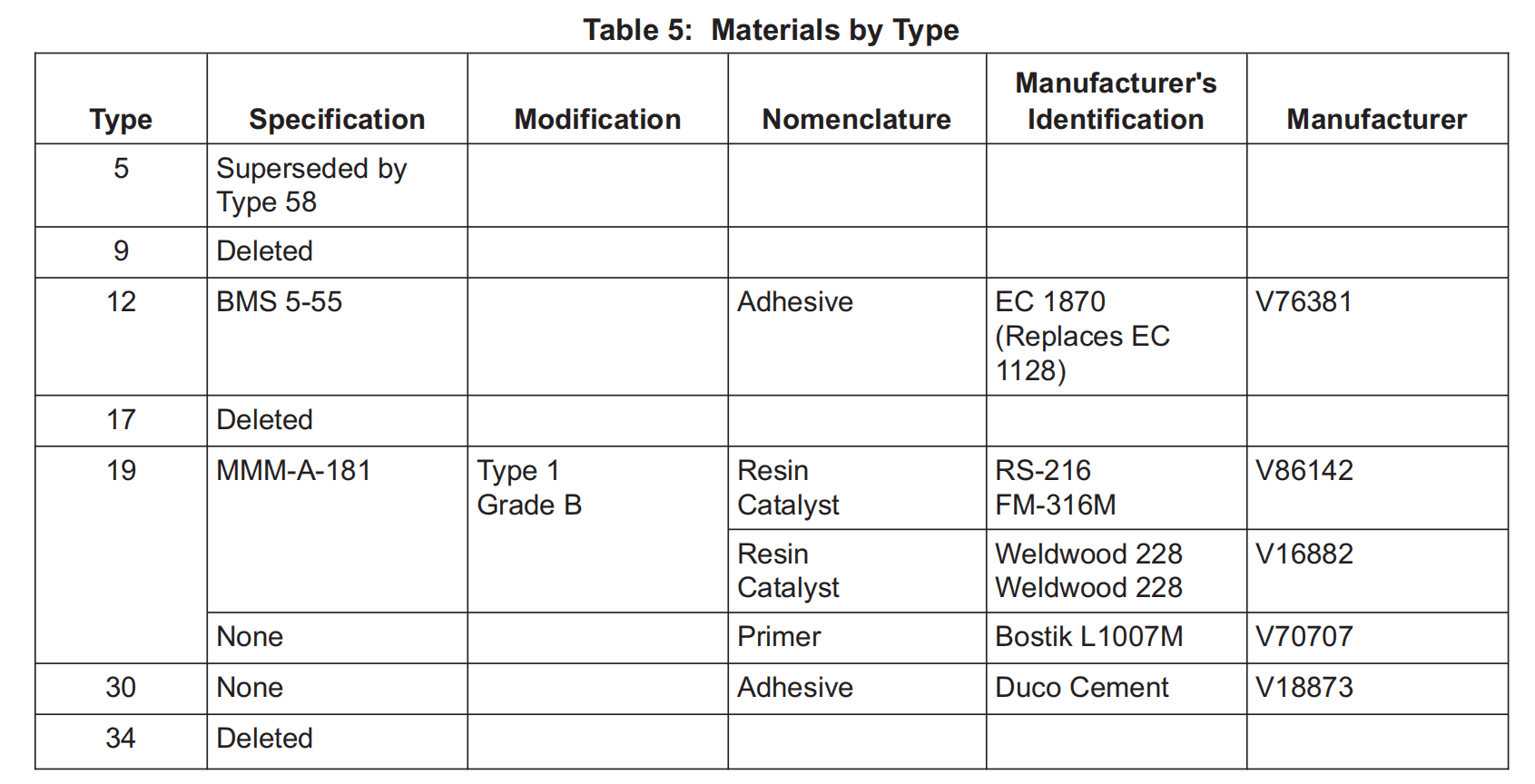
NOTE: Refer to Paragraph 9. for the list of materials and vendors.
注意:请参阅第9段,查看材料和供应商列表。
A. Type 5 (Deleted) (Superseded by Type 58)
类型5(已删除)(由类型58取代)
B. Type 9 (Deleted)
类型9(已删除)
C. Type 12
类型12
(1) Material — BMS 5-55 Adhesive
材料——BMS 5-55粘合剂
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第4段的规定清洁配合表面。
(3) BMS 5-55 adhesive will settle and must be mixed fully before you use it, and at intervals while you use it.
BMS 5-55 粘合剂在使用前会沉淀,必须充分混合,在使用过程中也要定期混合。
CAUTION :UNLESS KEPT IN AIRTIGHT CONTAINERS AND CONTINUOUSLY SHAKEN, THINNED ADHESIVE MUST BE USED WITHIN 4 HOURS.
注意:稀释的粘合剂必须在4小时内使用,除非保存在密闭容器中并持续摇晃。
(4) No thinner is necessary to apply BMS 5-55 with a brush. To spray the adhesive, use one part of BMS 5-55 with up to 3 parts by volume of aliphatic naphtha.
使用刷子涂抹BMS 5-55时无需稀释剂。要喷涂粘合剂,请使用一份BMS 5-55和最多三份体积的脂肪族石脑油。
(5) For nonporous surfaces, apply a continuous brush layer or three to four spray layers, one after the other to each surface. On porous surfaces, apply two brush layers or four to five spray layers one after the other. Let each layer dry 20 to 30 minutes. Let 10 to 20 minutes for the last coat of adhesive to become tacky, but not to get on your knuckle when touched lightly.
对于无孔表面,应连续刷涂一层或喷涂三至四层,每层之间间隔一段时间。对于多孔表面,应连续刷涂两层或喷涂四至五层,每层之间间隔一段时间。每层应干燥20至30分钟。最后一层粘合剂应干燥10至20分钟,使其变粘,但轻轻触碰不会粘在指关节上。
(6) When the bonding area is large, let the last coat of adhesive dry tack-free. Then lightly wipe one surface with clean cheesecloth wet with aliphatic naphtha.
当粘接面积较大时,让最后一层粘合剂干燥,使其不粘手。然后用蘸有脂肪烃石脑油的干净粗棉布轻轻擦拭一个表面。
(7) Push or roll the parts together. Apply sufficient pressure to make the surfaces touch completely. Do not make air pockets.
将零件推到一起或滚动到一起。施加足够的压力,使表面完全接触。不要形成气穴。
(8) Do not heat cure BMS 5-55 adhesive above 125°F. Assemblies can be moved immediately.
不要在超过125°F的温度下加热固化BMS 5-55粘合剂。组件可以立即移动。
(9) Clean equipment with aliphatic naphtha.
用脂肪族石脑油清洁设备。
D. Type 17 (Deleted)
类型17(已删除)
E. Type 19
类型19
(1) Materials
材料
WARNING :BECAUSE THIS ADHESIVE CONTAINS FORMALDEHYDE, IT COULD CAUSE SKIN IRRITATION. USE PROTECTIVE CREAMS AND FREQUENTLY WASH WITH SOAP AND HOT WATER TO HELP PREVENT SKIN IRRITATION.
警告:由于这种粘合剂含有甲醛,可能会刺激皮肤。请使用防护霜,并经常用肥皂和热水清洗,以防止皮肤受到刺激。
(a) Adhesive — MMM-A-181, Type 1, Grade B
粘合剂——MMM-A-181,类型1,等级B
(b) Primer — Bostik L1007M
底漆——Bostik L1007M
(2) Method 1 — Wood Flyaway Application
方法 1——木制飞行材料应用
(a) Make a check of the wood parts to be bonded for a good mechanical fit. Smoothly machine or sand the surfaces in the direction of the grain within one day before you bond them.
检查待粘接的木制零件,确保机械配合良好。在粘接前的一天之内,沿纹理方向对表面进行平滑加工或打磨。
(b) The moisture content of the wood must be between 8 and 12%. Control the temperature and humidity of the work rooms to keep the moisture content of the wood in this range. Keep continuous inspection records of temperature and humidity. Calculate the moisture content of the wood as follows:
木材的含水量必须在8%到12%之间。控制工作间的温度和湿度,使木材的含水量保持在上述范围内。持续记录温度和湿度。计算木材的含水量,方法如下:
1) Make test specimens of the material to be bonded. Make the length of the test specimen approximately 1 inch in the direction of the grain. The specimen must include the full cross section of the piece. Cut the specimens at least 12 inches from the end to be sure that the moisture content is not of a dried end.
制作待粘合材料的测试样本。测试样本的长度应与纹理方向大致一致,约为1英寸。样本必须包括整个横截面。从末端至少切下12英寸的样本,以确保含水量不是干燥末端。
2) Remove all loose splinters. Weigh the test specimen immediately after you cut it before the moisture content changes.
清除所有松散的碎片。在切割后立即称量测试样本,以免含水量发生变化。
3) Put the specimens in a drying oven and dry at 212° to 221°F until the weight becomes constant. This will occur after approximately 24 hours. Put specimens in the oven to let each piece have free access to the hot air.
将样本放入干燥箱,在212°至221°F的温度下干燥,直到重量稳定。这将会发生在24小时之后(大约24小时后,重量会稳定下来)。将试样放入干燥箱,让每块试样都能接触到热空气。
4) Weigh the test specimen immediately after removal from the oven.
从干燥箱中取出测试样本后立即称重。
5) Calculate the moisture content:
计算含水量:
Percent moisture content = W-D/W X 100
含水量百分比 = W-D/W X 100
where
其中
W = original weight (before drying)
W = 原始重量(干燥前)
D = oven-dry weight
D = 烘箱干燥重量
(c) Fully mix the individual ingredients. Mix the catalyst with the base resin in a ratio of 25 parts catalyst per 100 parts resin by weight. If the adhesive was refrigerated, let it warm to room temperature, not below 65°F, before you mix it. Do not use a thinner.
充分混合各组分。按重量比 25 份催化剂对 100 份树脂的比例将催化剂与基料树脂混合。如果粘合剂是冷藏的,请在混合前将其加热到室温,不低于 65°F。请勿使用稀释剂。
(d) The pot life of the mixed adhesive is approximately 2 hours below 100°F.
混合后的粘合剂在 100°F 下的可使用时间约为 2 小时。
(e) Make sure the temperature of the adhesive and the parts is not lower than 65°F.
确保粘合剂和零件的温度不低于65°F。
(f) With a brush, apply the adhesive to each surface. Put on not less than 0.5 ounce per square foot on each surface.
用刷子将粘合剂涂在每个表面上。在每个表面每平方英尺至少涂0.5盎司。
(g) Wait for this interval after you apply the adhesive and before you apply pressure:
在涂上粘合剂后,在施加压力前,请等待以下时间间隔:
1) Open assembly (surfaces glued but not assembled): 5-15 minutes.
开放式组件(表面已粘接但未组装):5-15分钟。
2) Closed assembly (surface glued and immediately assembled but no pressure applied): 15-60 minutes.
封闭式组件(表面已粘接并立即组装,但未施加压力):15-60分钟。
3) Open-closed assembly (surface glued, not assembled for an interval, and then assembled): 15 minutes minimum; maximum period can be calculated as follows:
开放-封闭式组件(表面已粘接,未组装一段时间,然后组装):最短15分钟;最长时间可按下式计算:
For each minute of open assembly, decrease the closed assembly period maximum (60 minutes) by 4 minutes.
开放式组件每增加一分钟,封闭式组件的最长时间(60分钟)减少4分钟。
4) For each 5-degree increase in temperature above 70°F, decrease the permitted open assembly time by 1 minute, and the closed assembly time by 2-1/2 minutes.
温度每升高5度(超过70华氏度),开放式组件的时间减少1分钟,封闭式组件的时间减少2.5分钟。
(h) Use these pressures, if permitted by the shape and nature of the part:
如果零件的形状和性质允许,请使用以下压力:
200-250 psi on birch, maple, hickory, oak
桦木、枫木、山核桃木、橡木 200-250 psi
150-200 psi on Douglas fir, walnut, mahogany
花旗松、胡桃木、桃花心木 150-200 psi
100-150 psi on spruce, cedar and other low density woods
云杉、雪松和其他低密度木材 100-150 psi
(i) Keep the pressure on for 8 hours at 65°F minimum. If the glue line is stressed, keep the pressure on for a minimum of 12 hours. Heat can be used to make the cure faster. The pressure and heat can be removed after 2 hours at 100°-120°F or after 1 hour at 130°-150°F.
在最低65°F的温度下保持压力8小时。如果胶线受力,则保持压力至少12小时。加热可以加快固化速度。在100°-120°F的温度下2小时后,或在130°-150°F的温度下1小时后,可移除压力和加热。
(j) Let the assembly cure a minimum of 24 hours before you apply more stress or machine on it.
在对组件施加更大压力或使用机器之前,应使其固化至少24小时。
(k) Do not use a thinner with this adhesive. Equipment can be cleaned with denatured alcohol or water before the adhesive is cured.
此粘合剂请勿使用稀释剂稀释。在粘合剂固化之前,可用变性酒精或水清洗设备。
(3) Method 2 – Bonding Wood and Buna-N Rubber to Metals
方法2——将木材和丁腈橡胶与金属粘合
(a) Fully mix the individual components. Then mix together the catalyst with the base resin in a ratio of 25 parts catalyst per 100 parts resin. If the adhesive was refrigerated, let it warm to 65-80°F before you mix it. Do not use a thinner.
充分混合各组分。然后按照25份催化剂与100份树脂的比例将催化剂与基料树脂混合。如果粘合剂是冷藏的,请在混合前将其加热到65-80°F。不要使用稀释剂。
(b) Clean the mating surfaces as specified in Paragraph 4..
按照第4段的规定清洁配合表面。
(c) With a brush, apply one layer of Bostik L1007M primer to metal surfaces. Let this dry for a minimum of 30 minutes. Mix the Bostik L1007M until smooth. Do not use a thinner.
用刷子在金属表面涂一层Bostik L1007M底漆。至少干燥30分钟。将Bostik L1007M混合至光滑。不要使用稀释剂。
(d) With a brush, apply a layer of the mixed adhesive to the mating surfaces. Air dry at least 10 minutes before assembly, but do not let the adhesive to dry until tack-free.
用刷子在接合表面涂一层混合好的粘合剂。在组装前至少风干10分钟,但不要让粘合剂完全干燥,直到不粘手。
(e) Press the parts together and hold sufficient pressure to make sure all of the mating surfaces touch. Cure under pressure for a minimum of 8 hours at 65-80°F, 2 hours at 90-110°F or to 1 hour at 120-140°F.
将零件压在一起并保持足够的压力,以确保所有配合表面接触。在65-80°F的压力下固化至少8小时,在90-110°F下固化2小时,或在120-140°F下固化1小时。
(f) Let the assembly cure for a minimum of 24 hours at room temperature before you apply stress to the bonds.
在对粘结处施加压力之前,应先在室温下放置至少24小时。
(g) Equipment can be cleaned with denatured alcohol before the adhesive is cured.
在粘合剂固化之前,可用变性酒精清洁设备。
F. Type 30
类型30
(1) Material — Duco Cement
材料——Duco水泥
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第4段所述清洁配合表面。
(3) Nonporous materials – Apply one layer of the adhesive on each surface and clamp together until dry (approximately 4 hours).
无孔材料——在每个表面涂一层粘合剂,然后夹紧直至干燥(约4小时)。
(4) Porous materials such as wood and textiles — Two layers are necessary. The first coat must be a complete seal and must be dry before you apply the second layer. After you apply the second layer, clamp the parts together until dry (approximately 4 hours).
多孔材料,如木材和纺织品——需要涂两层。第一层必须完全密封,且在涂第二层前必须干燥。涂完第二层后,将零件夹紧直至干燥(约4小时)。
(5) When the area covered is large, you can reactivate the adhesive. Lightly wipe one surface with clean cheesecloth wet with methyl ethyl ketone.
当覆盖区域较大时,可以重新活化粘合剂。用蘸有甲基乙基酮的干净粗棉布轻轻擦拭一个表面。
G. Type 34 (Deleted)
类型 34(已删除)
H. Type 38
类型 38
(1) Materials
材料
(a) Adhesives
粘合剂
NOTE: BMS 5-29 was superseded by BMS 5-126.
注:BMS 5-29 被 BMS 5-126 取代。
1) BMS 5-126, Type 2, Class 1 — A liquid, two-part, natural-colored adhesive
BMS 5-126,类型 2,等级 1——一种由两部分组成的天然色液体粘合剂
2) BMS 5-126, Type 3, Class 1 — A liquid, two-part, natural-colored adhesive thickened with 6 percent Cab-O-Sil
BMS 5-126,类型3,等级1——一种由两部分组成的天然色液体粘合剂,添加了6%的Cab-O-Sil
3) BMS 5-126, Type 4, Class 1 — A two-part, flame-retardant paste adhesive with 10 15 minute pot life
BMS 5-126,类型4,等级1——一种由两部分组成的阻燃膏状粘合剂,可使用10-15分钟
4) BMS 5-126, Type 4, Class 1 or 4 — A two-part, flame-retardant paste adhesive with 20 30 minute pot life. Class 4 material is resistant to ultraviolet light.
BMS 5-126,类型4,等级1或4——一种双组分阻燃膏状粘合剂,可使用时间为20-30分钟。等级4材料可抵抗紫外线。
(b) Primers — EC776 or MIL-S-4383
底漆——EC776或MIL-S-4383
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第4款的规定清洁配合表面。
(3) Prepare the adhesive as follows:
按如下方法准备粘合剂:
NOTE: The pot life of the BMS 5-126, Type 2 and 3 adhesives is approximately 1.5 hours if below 100°F. But small batches of mixed adhesive (not more than 60 grams) can be used a maximum of 20 days later if refrigerated, below -40°F, immediately after they are mixed. After you thaw this adhesive, do not refrigerate it again. Keep these batches in sealed moisture-proof containers marked as specified in par. Paragraph 3.E.
注意:如果温度低于100°F,BMS 5-126、2型和3型粘合剂的使用时间约为1.5小时。但如果在混合后立即冷藏在-40°F以下,小批量混合的粘合剂(不超过60克)最多可在20天后使用。在您解冻粘合剂后,请勿再次冷藏。将粘合剂分装在密封的防潮容器中,并按照第3.E.
(a) Immediately before you use them, fully mix each individual component. Then fully mix the components together as shown below.
在使用前,立即充分混合各组分。然后按照以下步骤将各组分充分混合。
(b) BMS 5-126, Type 2, Class 1 — Mix equal parts by weight of component A with component B.
BMS 5-126,类型2,等级1——将A组分和B组分按重量比等份混合。
(c) BMS 5-126, Type 3, Class 1 — Mix equal parts by weight of modified component A with component B.
BMS 5-126,类型3,1类——按重量比将改良的组分A与组分B等份混合。
(d) BMS 5-126, Type 4, Class 1 or 4 — Mix the components by the vendor’s instructions.
BMS 5-126,类型4,1类或4类——按供应商的说明混合组分。
(4) Apply adhesive as follows:
按照以下方法涂抹粘合剂:
(a) Standard Method (to be used when Type 38 is specified without modification)
标准方法(在指定使用38型且未作修改时使用)
1) Apply a thin, continuous smooth layer of the mixed adhesive to each mating surface. As an alternative, you can apply the adhesive to only one of the surfaces if the surface is smooth, the mating surfaces fit with a maximum gap of 0.010 inch, and sufficient adhesive is applied to make sure the other surface will be completely touched by the adhesive.
在每个配合表面涂上一层薄薄的、连续的、光滑的混合粘合剂。作为替代方案,如果表面光滑,配合表面最大间隙为0.010英寸,并且涂上足够的粘合剂以确保另一表面完全被粘合剂覆盖,则可以只在一个表面上涂粘合剂。
2) Assemble the parts and apply continuous pressure to make sure the surfaces touch completely. Remove unwanted adhesive, before it cures, with a clean cloth wet with solvent. Do not let solvent flow into the bond line.
组装零件并持续加压,确保表面完全接触。在粘合剂固化前,用蘸有溶剂的干净布清除多余的粘合剂。不要让溶剂流入粘合线。
3) Cure under pressure at a time and temperature as specified in Figure 1. After the adhesive is cured, let the parts cool below 100°F before you remove pressure. Parts bonded with BMS 5-126, Type 4, Class 2 or 4 adhesive can be moved after you cure them a minimum of 45 minutes at a minimum bondline temperature of 130°F and then cooled below 100°F before removal of pressure.
在图1中规定的压力和时间、温度下固化。粘合剂固化后,待零件冷却至100°F以下再释放压力。使用BMS 5-126、类型4、2或4级粘合剂粘合的零件,在粘合线温度至少达到130°F并固化至少45分钟后,即可移动,然后冷却至100°F以下,再移除压力。
(b) Special Method l — Bonds to Metal Surfaces
特殊方法 l ——与金属表面的粘接
1) Apply a thin, continuous smooth layer of one of the Type 38 primers to the metal faying surfaces. Dry not less than 3 hours at 60-70°F, 2 hours at 70-80°F, or 1 hour at 80-90°F.
在金属接合表面涂上一层薄薄的、连续的、光滑的38型底漆。在60-70°F下干燥至少3小时,在70-80°F下干燥至少2小时,或在80-90°F下干燥至少1小时 。
2) Do the procedure of the Standard Method.
执行标准方法步骤。
(c) Special Method II — Nonstructural Metal-to-Metal Bonds With Glass Scrim
特殊方法 II——非结构性金属与金属粘接,使用玻璃纤维网布
1) Apply a thin, continuous smooth layer of one of the Type 38 primers to each metal mating surface. Dry not less than 3 hours at 60-70°F, 2 hours at 70-80°F, or 1 hour at 80-90°F.
在每个金属接合面上涂上一层薄薄的、连续的、光滑的 38 类型底漆。在 60-70°F 下干燥至少 3 小时,在 70-80°F 下干燥至少 2 小时,或在 80-90°F 下干燥至少 1 小时。
2) Cut glass scrim to the applicable dimensions.
将玻璃薄纱裁剪成合适的尺寸。
3) Apply a continuous smooth layer of the adhesive to one of the mating surfaces. Push the glass scrim down into the adhesive.
在其中一个配合面上涂上一层连续光滑的粘合剂。将玻璃薄纱压入粘合剂中。
4) Apply a continuous smooth layer of the adhesive to the remaining metal surface.
在剩余的金属表面上涂上一层连续光滑的粘合剂。
5) Assemble the parts and apply sufficient pressure to make the mating surfaces touch the scrim cloth and to push out the unwanted adhesive.
组装零件并施加足够的压力,使配合面接触薄纱布并挤出多余的粘合剂。
6) Remove the unwanted adhesive before it is cured, with a clean cloth wet with solvent. Do not let the solvent flow into the bond line.
在多余粘合剂固化前,用蘸有溶剂的干净布将其清除。不要让溶剂流入粘合线。
7) Cure at a time and temperature as specified in Figure 1. Then cool the parts to below 100°F before you remove the pressure.
按图1中规定的时间和温度固化。然后冷却零件至100°F以下,再卸压。
(d) Optional Method II — Bonds of Scrim Cloth to Adhesive Primer by Heat Reactivation
可选方法二——通过热活化将纱布与粘合剂底漆粘合
1) Apply a thin, smooth layer of one of the Type 38 primers to the mating surfaces. Dry a minimum of 3 hours at 60-70°F, 2 hours at 70-80°F, or 1 hour at 80-90°F. Parts with primed surfaces can be kept in storage as long as 1 week if they are given protection from contamination.
在配合表面涂上一层薄薄的、光滑的38型底漆。在60-70°F的温度下干燥至少3小时,在70-80°F的温度下干燥2小时,或在80-90°F的温度下干燥1小时。如果涂有底漆的零件表面得到保护,防止污染,则可以存放长达1周。
2) Cut the scrim cloth to the applicable dimension.
将薄纱布裁剪成合适的尺寸。
WARNING :THE IRON IS NOT A VAPOR-TIGHT UNIT AND COULD BE AN IGNITION SOURCE FOR SOLVENTS, ADHESIVES AND PRIMER. USE ONLY AN APPROVED IRON.
警告:烙铁不是气密装置,可能会点燃溶剂、粘合剂和底漆。请仅使用经认可的烙铁。
3) Put the scrim cloth on the primed surface and tack it in position with pressure from a hot iron (such as a heat sealing iron, or an ordinary household electric iron).
将薄纱布放在已涂底漆的表面上,并用热熨斗(如热封熨斗或普通家用电熨斗)按压将其固定。
NOTE: Surface temperature of the iron must be 300-425°F. Less than 10 seconds of pressure time is necessary if you push down sufficiently. A longer contact time will make the faying surface too hot. Use a clean iron to prevent contamination of the fabric. The complete fabric area, or as small an area as is necessary, can be heat-reactivated. Parts with scrim cloth attached may also be kept in storage as long as 1 week if given protection from contamination.
注意:熨斗表面温度必须为300-425°F。如果向下按压足够充分,则按压时间需少于10秒。接触时间过长会使贴合表面过热。使用干净的熨斗,防止织物被污染。整个织物区域或必要的销区域都可以重新热活化。只要做好防污染措施,带有薄纱布的零件也可以存放长达一周。
4) Do the procedure of the Standard Method.
按照标准方法进行操作。
(e) Special Method III — Bonds to Metal or Nonmetal Surfaces With Glass Scrim
特殊方法 III——与玻璃薄纱布的金属或非金属表面的粘合
1) Clean all aluminum mating surfaces as specified below. Clean all other mating surfaces as specified in Paragraph 4.
按照以下规定清洁所有铝制配合表面。按照第 4 段规定清洁所有其他配合表面。
a) Solvent clean by the General Cleaning procedure of SOPM 20-30-03.
按照SOPM 20-30-03的通用清洁程序进行溶剂清洁。
b) Abrasive grit blast (aluminum oxide 180 grit or finer) as specified in SOPM 20-30-03. Use only new clean grit.
按照SOPM 20-30-03的规定进行喷砂处理(氧化铝180目或更细)。仅使用新的干净砂砾。
c) Solvent clean to remove the grit and contamination by the Final Cleaning procedures of SOPM 20-30-03.
按照SOPM 20-30-03的最终清洁程序进行溶剂清洁,以去除砂砾和污染物。
2) Cut the glass scrim to the approximate applicable dimensions, but larger to let you adjust its size after assembly.
将玻璃纤维网切割成大致合适的尺寸,但尺寸应稍大,以便在组装后调整其大小。
3) Prepare the adhesive as specified in Paragraph 6.H.(3)
按照第 6.H.(3) 款的规定准备粘合剂
4) Apply a continuous smooth layer of the adhesive to one of the cleaned mating surfaces. Push the glass scrim down into the adhesive.
在已清洁的配合面之一上涂上一层连续光滑的粘合剂。将玻璃纤维网向下推入粘合剂中。
5) Apply a continuous smooth layer of the adhesive to the remaining mating surface.
在剩余的配合面上涂上一层连续光滑的粘合剂。
6) Assemble the parts. Apply and keep a sufficient pressure to make the surfaces touch the glass scrim and push out the unwanted adhesive. Be sure to keep the pressure on. If you let the pressure be decreased or released after you start, you must disassemble the parts and start all over again.
组装零件。施加并保持足够的压力,使表面与玻璃纤维布接触,并挤出多余的粘合剂。确保持续施加压力。如果开始后压力减小或释放,则必须分解零件并重新开始。
7) Cut the edges of the glass scrim to align them with the edges of the bond line.
切割玻璃纤维布边缘,使其与粘合线的边缘对齐。
8) Wipe off the unwanted adhesive before it cures, with a clean cloth wet with methyl ethyl ketone, methyl propyl ketone, isopropyl alcohol or denatured alcohol. Do not let the solvent flow into the adhesive bond line.
在粘合剂固化前,用蘸有甲基乙基酮、甲基丙基酮、异丙醇或变性酒精的干净布将其擦去。不要让溶剂流入粘合剂粘合线。
9) Keep the pressure on and cure with a time and temperature as specified in Figure 1. Then cool the part below 100°F before you remove the pressure.
保持压力,按照图1中规定的时间和温度固化。然后冷却零件,使其温度低于100°F,然后再卸压。
I. Type 40
类型 40
(1) Material — BMS 5-14 adhesive
材料——BMS 5-14 粘合剂
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第 4 段的规定清洁配合表面
(3) Mix the adhesive fully before you use it. Do not use adhesive which is too thick or became a gel. When you use a thinner, as for spray application, use up to 3 parts by volume of methyl ethyl ketone with one part adhesive. Use this thinned adhesive within 4 hours unless you keep it in airtight containers and continuously shaken.
使用前充分混合粘合剂。请勿使用过稠或呈凝胶状的粘合剂。如果使用稀释剂,例如喷涂,则按体积计算,最多可将3份甲基乙基酮与1份粘合剂混合。稀释后的粘合剂应在4小时内使用,除非将其保存在密闭容器中并持续摇晃。
(4) On nonporous surfaces, apply a layer by brush or three or four spray layers, one after the other, of the adhesive to each mating surface.
在无孔表面,用刷子或喷枪将一层粘合剂涂在每个配合表面,然后依次涂上三到四层。
(5) On porous surfaces such as textiles and soft woods, seal the surfaces with two adhesive layers by brush or four to five spray adhesive layers, one after the other. The first brush layer must fully seal the surface and be dried for 20-30 minutes before you apply the second layer.
在多孔表面(如纺织品和软木),用刷子或喷枪将两层粘合剂涂在表面,然后依次涂上四到五层。第一层刷涂必须完全密封表面,并在涂第二层前干燥20-30分钟。
(6) Let the final layer of adhesive dry until it is tacky, but will not get on your knuckle, when you lightly touch it. This will be after 10-20 minutes at approximately 70°F.
让最后一层粘合剂干燥,直到它变得粘稠,但轻轻触摸时不会粘到指关节上。大约70°F下,10-20分钟后即可。
(7) When the adhesive area is large, or if the mating surfaces have no pores, caught solvent becomes a problem. Then let the surfaces dry until they are not tacky. Then lightly wipe one surface with clean cheesecloth wet with methyl ethyl ketone to reactivate the adhesive.
当粘合面积较大,或者配合表面没有孔时,残留溶剂就会成为问题。这时,让表面干燥,直到不粘手。然后用蘸有甲基乙基酮的干净粗棉布轻轻擦拭一个表面,以重新活化粘合剂。
(8) Put the mating surfaces together while the adhesive is tacky. Apply sufficient pressure to make sure the surfaces fully touch.
在粘合剂变粘时,将配合表面放在一起。施加足够的压力,确保表面完全接触。
(9) The assembly can be moved immediately.
组件可以立即移动。
(10) Remove unwanted adhesive with solvent. Do not let the solvent flow into the bond line.
用溶剂去除多余的粘合剂。不要让溶剂流入粘合线。
(11) For a faster cure and better bond strength, cure at a maximum of 200°F for 1-6 hours. Let the heat cured bonds cool to 70-80°F before you apply stress.
为了加快固化速度并提高粘接强度,请在最高200°F的温度下固化1-6小时。 在施加应力之前,让热固化的粘接冷却至70-80°F。
J. Type 44
类型44
(1) Material:
材料:
(a) You can use any of these materials.
您可以使用任何这些材料。
1) BMS 5-44, Class B
2) BMS 5-45, Class B
(b) Use the adhesive with a work life which is best for the task (Table 2). The dash number of the class letter is the same as the work life in hours, at temperatures below 100°F.
使用工作寿命最适合任务的粘合剂(表2)。在低于100°F的温度下,等级字母的破折号数字与工作寿命(小时)相同。

(2) Clean the mating surfaces as specified in Paragraph 4.
按照第4段的规定清洁配合表面。
(3) Before you use them, fully mix the individual components. Then mix the base compound with its activator by the manufacturer’s instructions. Do not use a thinner.
使用前,将各组分充分混合。然后按照制造商的说明将基料化合物与激活剂混合。请勿使用稀释剂。
(4) Apply a thin, continuous, smooth layer of the mixed adhesive to the mating surfaces. As an alternative, you can apply the adhesive to only one of the surfaces if the surface is smooth, the mating surfaces fit with a maximum gap of 0.010 inch, and sufficient adhesive is applied to make sure the other surface will be completely touched by the adhesive. On large surfaces, you can use a phenolic spreader approximately 4 inches wide with one edge beveled and notched approximately every 1/8 inch with notches approximately 1/32 inch wide.
在配合面上涂上一层薄而连续的平滑混合胶。作为等效,如果表面光滑,配合面最大间隙为0.010英寸,并且涂有足够的胶以确保另一面完全被胶粘住,则也可以只在一面上涂胶。在较大的表面上,可以使用约4英寸宽的酚醛涂抹器,其一侧边缘呈斜面,每隔1/8英寸开一个约1/32英寸宽的凹口。
(5) Put the mating surfaces together immediately, and apply sufficient pressure to make sure the parts fully touch. Make sure there is a continuous bead of pushed out adhesive.
立即将配合表面贴合在一起,并施加足够的压力以确保零件完全接触。确保挤出粘合剂形成连续的胶条。
(6) Before you move the unit, cure until the squeezed-out adhesive cannot be removed when it is rubbed with a Pink Pearl eraser (or equivalent). A reading of 30 on a Rex Model A Durometer (preferred) or a reading of 20 on a Shore A Durometer will also tell you the bond is sufficiently strong to let you move the unit.
在移动装置前,应使其固化,直到用粉红珍珠橡皮(或类似材料)擦拭时挤出的粘合剂无法去除。在Rex A型硬度计上读数为30(首选)或在Shore A型硬度计上读数为20,也表明粘合强度足以允许移动装置。
(7) For a faster cure, you can apply heat to get a maximum bond line temperature of 140°F. In general, the cure time will decrease approximately 50% for each 20°F increase in temperature. But a cure at temperatures below 75°F will be much slower than shown in Table 2.
为了加快固化速度,您可以加热,使粘合线的最高温度达到140°F。一般来说,温度每升高20°F,固化时间将缩短约50%。但是,在低于75°F的温度下固化,速度会比表2中显示的要慢得多。
K. Type 45 (Superseded by Type 68)
类型45(已被类型68取代)
L. Type 46 (Superseded by Type 77)
类型46(被类型77取代)
M. Type 47 (Deleted)
类型47(已删除)
N. Type 48
类型48
NOTE: Detailed procedures for bonding Velcro Tape and Duracote Corporation EF foam to anodized aluminum grills are contained in Boeing Process Document D6-2862.
注:将维可牢尼龙搭扣和Duracote公司EF泡沫粘合到阳极氧化铝格栅上的详细步骤包含在波音工艺文件D6-2862中。
(1) Material — BMS 5-30 adhesive
材料——BMS 5-30粘合剂
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第4段的规定清洁配合表面。
(3) Mix the adhesive fully before you use it. Do not use adhesive which is too thick or became a gel. When you use a thinner, as for spray application, use up to 3 parts by volume of methyl ethyl ketone or methyl propyl ketone with one part adhesive. For brush application, use up to 1 part by volume methyl ethyl ketone or methyl propyl ketone with one part adhesive. Use this thinned adhesive within 4 hours unless you keep it in airtight containers and continuously shaken.
使用前充分混合粘合剂。请勿使用太稠或呈凝胶状的粘合剂。使用稀释剂时,如采用喷涂方式,最多可将3份体积的甲基乙基酮或甲基丙基酮与1份粘合剂混合。刷涂时,最多使用1份体积的甲基乙基酮或甲基丙基酮与1份粘合剂。稀释后的粘合剂应在4小时内使用,除非将其保存在持续摇晃的密闭容器中。
(4) On nonporous surfaces, apply to each mating surface a medium to heavy smooth layer of the adhesive with a brush, or three to four spray layers, one after the other.
在无孔表面上,用刷子在每个配合表面涂上一层中等到厚的光滑粘合剂,或依次喷涂三到四层。
(5) On porous surfaces, such as textiles and soft woods, apply two layers of adhesive by brush, or spray on four to five layers of adhesive, one after the other. The first brush layer must fully seal the surface and be dried for 20 to 30 minutes before you apply the second layer. (As an option, and only when you bond foam, felt, or honeycomb to metal, apply one layer of adhesive to the metal and let it dry until tacky. Then apply one more layer of adhesive to the metal and apply the felt, foam or honeycomb while the adhesive layer is wet.)
在多孔表面(如纺织品和软木)上,用刷子涂两层粘合剂,或依次喷涂四至五层粘合剂。第一层刷涂的粘合剂必须完全密封表面,并在涂第二层前干燥20至30分钟。(作为选项,且仅当您将泡沫、毡或蜂窝状物粘接到金属上时,在金属上涂一层粘合剂,让其干燥至有粘性。然后在粘合剂层湿润时,在金属上再涂一层粘合剂,并贴上毡、泡沫或蜂窝状物。)
(6) Let the final layer of adhesive dry until it is tacky but will not get on your knuckle when you touch it lightly. This will be after 10-20 minutes at approximately 70°F.
让最后一层粘合剂干燥,直到有粘性,但轻轻触碰时不会粘到指关节上。大约70°F下,10-20分钟后即可。
(7) When the adhesive area is large, or if the mating surfaces have no pores, caught solvent becomes a problem. Then let the surfaces dry until they are not tacky. Then lightly wipe one surface with a clean wiper wet with methyl ethyl ketone or methyl propyl ketone to reactivate the adhesive.
如果粘合面积较大,或者配合表面没有孔隙,残留溶剂就会成为问题。这时,让表面干燥,直到不粘。然后用蘸有甲基乙基酮或甲基丙基酮的干净刷子轻轻擦拭一个表面,以重新活化粘合剂。
(8) Put the mating surfaces together while the adhesive is tacky, or immediately after you wiped with methyl ethyl ketone or methyl propyl ketone. Apply sufficient pressure to make sure the parts fully touch. Do not make air pockets.
在粘合剂变粘时,或用甲基乙基酮或甲基丙基酮擦拭后立即将配合表面贴合在一起。施加足够的压力,确保零件完全接触。不要形成气穴。
(9) Parts can be moved immediately, but do not put stress on the bond for 24 hours. Maximum strength comes in 5 to 7 days at 65 to 80°F.
零件可以立即移动,但24小时内不要对粘合处施加压力。在65至80°F的温度下,5至7天后强度达到最大。
(10) Remove unwanted adhesive with solvent, such as the solvent used for Paragraph 6.N.(2). Do not let the solvent flow into the bond line.
用溶剂去除不需要的粘合剂,例如第6.N.(2)段中使用的溶剂。不要让溶剂流入粘合线。
O. Type 49 (Superseded by Type 38.)
类型49(已被类型38取代)
P. Type 50
类型50
WARNING :BE VERY CAREFUL WHEN YOU USE BMS 5-36 ADHESIVE. THIS ADHESIVE MAKES AN ALMOST IMMEDIATE, VERY STRONG BOND. APPLY IT ONLY TO SURFACES TO BE BONDED. THIS ADHESIVE IS AN EYE IRRITANT AND BONDS SKIN IN SECONDS. USE GOGGLES OR SAFETY GLASSES AND POLYETHYLENE GLOVES. DO NOT USE RUBBER OR CLOTH GLOVES. RUBBER WILL BOND WHEN IT TOUCHES THIS ADHESIVE. CLOTH WILL SOAK UP THE ADHESIVE AND THEN BOND TO THE SKIN. IF THIS ADHESIVE GETS IN THE EYES OR INTERNALLY, GET MEDICAL ATTENTION. IF THIS ADHESIVE GETS ON THE SKIN, FLUSH THE SKIN WITH WATER IMMEDIATELY.
警告:使用BMS 5-36粘合剂时务必小心。这种粘合剂几乎可以立即产生非常牢固的粘合力。仅将其涂在需要粘合的表面上。这种粘合剂会刺激眼睛,并在数秒内粘住皮肤。请佩戴护目镜或安全眼镜和聚乙烯手套。请勿使用橡胶或布手套。橡胶手套接触本粘合剂后会粘上。布手套会吸收粘合剂,然后粘在皮肤上。如果本粘合剂进入眼睛或体内,请就医。如果本粘合剂沾到皮肤上,请立即用水冲洗。
CAUTION :THIS ADHESIVE SOAKS UP WATER VERY EASILY AND CURES WITH MOISTURE. BECAUSE OF THIS, THE ADHESIVE MUST BE KEPT IN SEALED CONTAINERS. OPEN THE CONTAINER ONLY FOR THE SHORTEST POSSIBLE TIME. TO HELP PREVENT CONTAMINATION BY APPLICATORS AND TO DECREASE THE RISK OF CONTAMINATION, ONLY THE SMALL TUBES OR SMALL POLYETHYLENE CONTAINER-APPLICATOR COMBINATIONS ARE RECOMMENDED.
注意:这种粘合剂极易吸水,遇湿固化。因此,粘合剂必须保存在密封容器中。打开容器的时间应尽可能短。为防止涂抹器污染并降低污染风险,建议仅使用小管或小聚乙烯容器-涂抹器组合。
(1) Material — BMS 5-36 adhesive
材料——BMS 5-36 粘合剂
(2) Method I — General Applications
方法 I——通用应用
(a) Clean the mating surfaces as specified in Paragraph 4.
按照第 4 段的规定清洁配合表面。
(b) Apply the BMS 5-36 adhesive to one mating surface. Apply the adhesive directly from the container with a medicine dropper or directly from the container-applicator. Apply the adhesive in as thin a layer as possible with a glass rod or equivalent tool.
在一个配合表面涂上 BMS 5-36 粘合剂。用药物滴管直接从容器中或直接从容器-涂抹器中涂抹粘合剂。用玻璃棒或类似工具尽可能薄地涂抹粘合剂。
(c) Assemble the parts immediately. Final adjustment must be made within seconds after the parts touch, because the adhesive cures that quickly. Apply some pressure by had, by clamps, or by something equivalent to make sure the mating surfaces stay together tightly until the bond cures. The time for this is different for each material to be bonded. Usually it is some seconds, but it could be as much as 3 to 5 minutes.
立即组装零件。由于粘合剂固化速度很快,必须在零件接触后的几秒钟内进行最终调整。用手、夹具或等效工具施加一定的压力,确保配合表面紧密贴合,直到粘合剂固化。粘合时间因粘合材料而异。通常为几秒钟,但最长可达3至5分钟。
(d) The parts can be moved after the 1 hour cure at 65-100°F.
在 65-100°F 下固化 1 小时后,零件即可移动。
(3) Method II — Primer Application Only
方法 II——仅使用底漆
NOTE: This procedure is used to bond thin rubber gaskets, parts with unusual properties or details, and when one surface has much plastic in or on it.
注意:此程序用于粘合薄橡胶垫圈、具有特殊性质或细节的零件,以及一个表面有大量塑料或塑料附着在表面的情况。
(a) Clean the mating surfaces as specified in Paragraph 4.
按照第 4 段的规定清洁配合表面。
(b) Apply a thin, continuous, smooth layer of the adhesive to the surface that has the plastic. Refer to Paragraph 6.P.(2)(b) above for details.
在有塑料的表面上涂上一层薄而连续的平滑粘合剂。详情请参阅上文第6.P.(2)(b)段。
(c) Air dry for a minimum of 5 minutes or until the adhesive is dry to the touch.
风干至少5分钟,或直到粘合剂摸起来变干。
(d) Bond the parts together with BMS 5-14 adhesive by the Type 40 procedure.
按40型程序用BMS 5-14粘合剂将零件粘在一起。
(4) Cleanup of Spilled Adhesive
清理溢出的粘合剂
(a) If you spill large quantities of adhesive, immediately flood the area with water. This will cure the adhesive which can then be scraped from the surface.
如果大量粘合剂溢出,应立即用水冲洗。粘合剂会固化,然后从表面刮除。
(b) Do not use rags or tissues to wipe up spills. The fabric will cause a chemical reaction, and the adhesive will make heat during the cure, with smoke and strong, irritating vapors.
不要用抹布或纸巾擦拭溢出的粘合剂。织物会引起化学反应,粘合剂在固化过程中会发热,产生烟雾和刺激性很强的蒸汽。
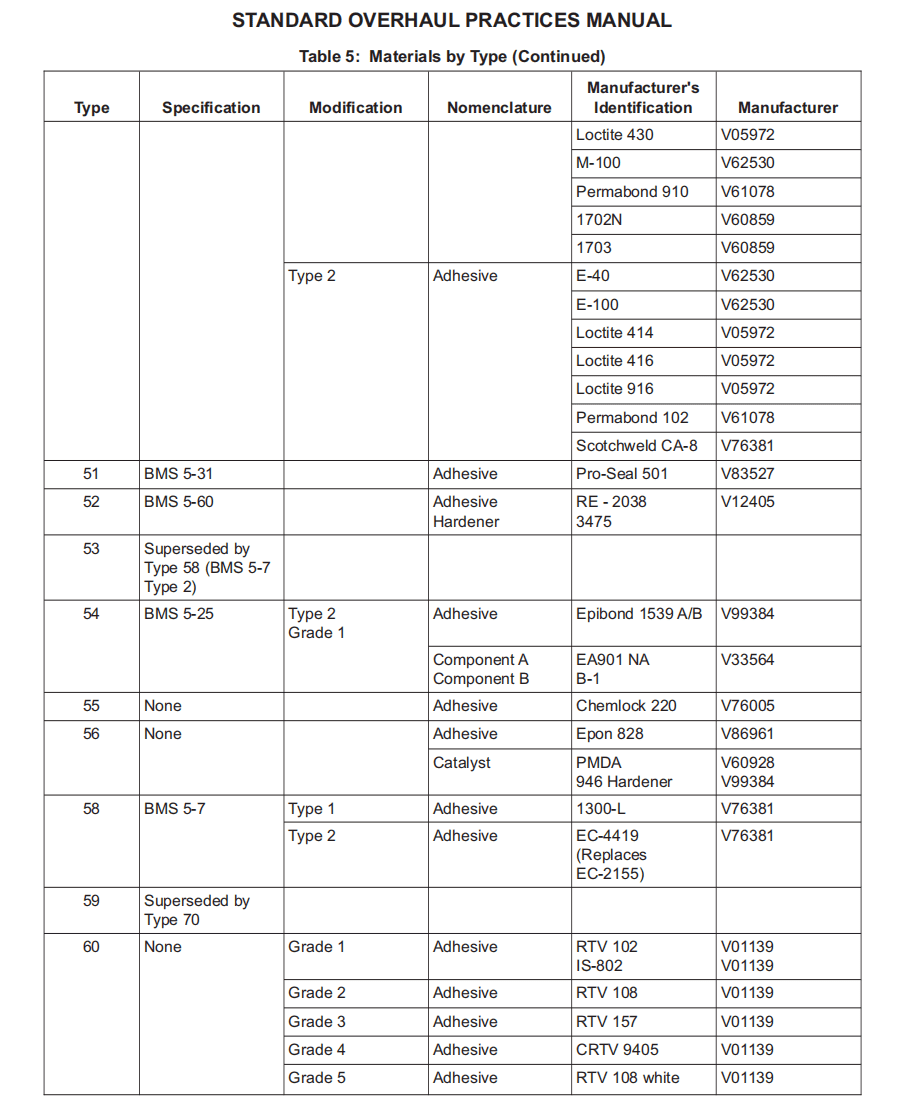
Q. Type 51
类型51
(1) Material — BMS 5-31 adhesive, which includes base and accelerator.
材料——BMS 5-31粘合剂,包括基料和促进剂。
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第4段的规定清洁配合表面。
(3) Fully mix each component in its container before you mix them together. Immediately before you use it, mix 30 parts by weight of accelerator with 100 parts by weight of base resin. Pot life of the mixture is approximately 20 minutes below 100°F. Do not use a thinner.
在混合前,将每个零件充分混合在容器中。在使用前,将30份促进剂与100份基料树脂按重量比立即混合。在100°F以下,混合物的可使用时间约为20分钟。请勿使用稀释剂。
(4) Apply a thin, smooth layer of the mixed adhesive to the mating surfaces. As an alternative, you can apply the adhesive to only one of the surfaces if the surface is smooth, the mating surfaces fit with a maximum gap of 0.010 inch, and sufficient adhesive is applied to make sure the other surface will be completely touched by the adhesive.
在配合表面涂上一层薄薄的、光滑的混合粘合剂。作为等效,如果表面光滑,配合表面最大间隙为0.010英寸,并且涂有足够的粘合剂以确保另一表面完全被粘合剂覆盖,则也可以只在一面上涂粘合剂。
(5) Put the surfaces together and apply sufficient pressure to make sure the surfaces fully touch and the unwanted adhesive comes out. Use only sufficient pressure to hold the parts together.
将两个表面贴合在一起,并施加足够的压力,确保两个表面完全接触,多余粘合剂流出。仅使用足够的压力将零件固定在一起。
(6) Remove the unwanted adhesive before it cures, with a clean cloth wet with solvent. Do not let the solvent flow into the bond line.
在多余粘合剂固化之前,用蘸有溶剂的干净布将其清除。不要让溶剂流入粘合线。
(7) Cure at one of these minimum times before you move or use the part. The bond will get to full strength after 48 hours.
在移动或使用零件前,在这些最短时间内固化。粘合剂将在48小时后达到完全强度。
(a) 10.5 hours at 55-64°F
10.5小时,55-64°F
(b) 8.5 hours at 65-72°F
8.5小时,65-72°F
(c) 6.5 hours at 73-84°F
6.5小时,73-84°F
(d) 4.5 hours at 85-90°F
4.5小时,85-90°F
R. Type 52
类型 52
(1) Material — BMS 5-60 adhesive, which has two components, a base and a hardener
材料——BMS 5-60粘合剂,该粘合剂由两部分组成,即基料和固化剂
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第4段的规定清洁配合表面
(3) Fully mix the individual components. Then mix the two components of BMS 5-60 in the ratio of 25 parts by weight of hardener to 100 parts by weight of base resin.
充分混合各组分。然后按照25份固化剂与100份基料树脂的重量比混合BMS 5-60的两种组分
(4) The pot life of the mixed adhesive is 45 minutes below 100°F. But the mixed adhesive can be kept in refrigerated storage at -20°F or colder for 7 days, or -40°F or colder for 10 days. If you do this, be sure to put a label on the container which gives the name of the adhesive, the date it was mixed, and the date it will expire.
混合后的粘合剂的使用时间为45分钟(低于100°F)。但混合后的粘合剂可在-20°F或更低的温度下冷藏保存7天,或在-40°F或更低的温度下冷藏保存10天。如果这样做,请务必在容器上贴上标签,注明粘合剂的名称、混合日期和过期日期。
(5) Apply the adhesive to the mating surfaces.
将粘合剂涂在配合面上。
(6) Assemble the parts, and apply only sufficient pressure to make sure the mating surfaces fully touch.
组装零件,仅施加足够的压力以确保配合面完全接触。
(7) Wipe off the unwanted adhesive, before it cures, with a clean cloth wet with solvent. Do not let the solvent flow into the bond line.
在粘合剂固化前,用蘸有溶剂的干净布将其擦去。不要让溶剂流入粘合线。
(8) Cure under constant pressure for 12 hours at 65-80°F, a minimum of 2 hours at 115-135°F, or 55-65 minutes at 190-210°F. This adhesive will not cure satisfactorily below 65°F.
在65-80°F的温度下持续加压固化12小时,在115-135°F的温度下至少固化2小时,或在190-210°F的温度下固化55-65分钟。此粘合剂在低于65°F的温度下无法达到理想的固化效果。
S. Type 53 (Superseded by Type 58, BMS 5-7, Type 2)
类型53(已被类型58、BMS 5-7、2型取代)
T. Type 54
类型 54
(1) Materials
材料
(a) BMS 5-25, Type 2, Grade 1
BMS 5-25,类型 2,等级 1
(b) Thickening agent — Cab-O-Sil, Type M-5 or HS-5
增稠剂——Cab-O-Sil,M-5 或 HS-5 类型
NOTE: This adhesive is usually cured at 60-80°F, but a faster cure can be used as indicated below.
注:这种粘合剂通常在 60-80°F 下固化,但也可以使用以下方法加快固化速度。
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第4段所述清洁配合表面。
(3) Fully mix each component. Then mix the components together by the vendor’s instructions. The pot life of the mixed adhesive is approximately 1 hour. Do not use a thinner. For a cure at higher temperatures, you can add a maximum of 1 part by weight of thickening agent to 49 parts adhesive.
充分混合各组分。然后按照供应商的说明将各组分混合在一起。混合后的粘合剂的使用时间约为1小时。请勿使用稀释剂。如需在更高温度下固化,可在49份粘合剂中加入最多1份重量(按重量计)的增稠剂。
(4) Apply a thin layer of the mixed adhesive to each faying surface.
在每个配合表面涂上一层薄薄的混合粘合剂。
(5) Assemble the parts and apply sufficient pressure to make sure all of the surfaces touch completely. A continuous bead of adhesive that comes out usually indicates that the surfaces touched completely.
组装零件并施加足够的压力,确保所有表面完全接触。 通常,连续的粘合剂流出来表明表面完全接触。
(6) Remove unwanted adhesive before it cures. Use a clean cloth wet with solvent. Do not let the solvent get into the bond line.
在粘合剂固化之前,用溶剂浸湿的干净布将其清除。 不要让溶剂进入粘合线。
(7) Cure under constant pressure, for a minimum of 12 hours at 65-100°F, or 2 hours minimum at 115-135°F, or 55-65 minutes at 190-210°F. This adhesive will not cure satisfactorily below 65°F.
在恒定压力下固化,在65-100°F下至少12小时,或在115-135°F下至少2小时,或在190-210°F下至少55-65分钟。此粘合剂在65°F以下无法达到理想的固化效果。
U. Type 55
类型 55
(1) Material — Chemlock 220 adhesive
材料——Chemlock 220 粘合剂
(2) Make the metal mating surfaces rough with sandpaper or sandblast them.
用砂纸打磨或喷砂处理金属配合表面,使其粗糙。
(3) Clean the metal mating surfaces as specified in Paragraph 4.
按照第 4 段所述清洁金属配合表面。
(4) Fully mix the adhesive until smooth and continuous.
充分混合粘合剂,直至光滑、连续。
(5) Apply the adhesive to the metal faying surfaces and let it air dry for 30 minutes at 65-100°F.
将粘合剂涂在金属配合表面,并在 65-100°F 下风干 30 分钟。
(6) Put the uncured Butyl rubber in position on the cleaned metal part(s) and apply sufficient pressure to form the rubber. Mechanical and/or vacuum pressure can be used.
将未固化的丁基橡胶放置在清洁的金属零件上,并施加足够的压力以形成橡胶。可以使用机械和/或真空压力。
(7) Use the same cure time and temperature as that of the Butyl rubber used. A typical cure time and temperature for Butyl rubber is 45 minutes at 290-310°F.
使用与丁基橡胶相同的固化时间和温度。丁基橡胶的典型固化时间和温度为45分钟,温度为290-310°F。
V. Type 56
类型56
(1) Materials
材料
(a) Adhesive — Epon 828
粘合剂——Epon 828
(b) Catalyst — Pyromellitic dianhydride (PMDA) or 946 Hardener
催化剂——均苯四甲酸二酐(PMDA)或946硬化剂
(2) Clean the mating surfaces as specified in Paragraph 4. If the surfaces are unetched Teflon, be sure to etch them as specified in Paragraph 4.AA.
按照第4段的规定清洁配合表面。如果表面是未蚀刻的特氟龙,请务必按照第4.AA段的规定进行蚀刻。
(3) Before you use them, thoroughly mix the individual components. Then mix 100 parts by weight of Epon 828 with 40 parts by weight of PMDA or 20 parts by weight of 946 hardener. Pot life below 100°F is approximately 24 hours for the mixture with PMDA, or 10-15 minutes for the mixture with 946 hardener.
使用前,将各组分充分混合。然后,将100份Epon 828与40份PMDA或20份946固化剂按重量比混合。在100°F以下,PMDA混合物的使用时间约为24小时,946固化剂混合物的使用时间约为10-15分钟。
(4) Apply a thin, continuous, smooth layer of adhesive to each mating surface and assemble the components.
在每个配合表面涂上一层薄而连续的平滑粘合剂,然后组装组件。
(5) Remove unwanted adhesive before it cures. Use a clean cloth wet with solvent. Do not let the solvent get into the bond line.
在粘合剂固化前将其清除。使用蘸有溶剂的干净布。不要让溶剂进入粘合线。
(6) Cure under pressure of 5-15 psi for 25-30 minutes at 340-360°F. Cure time starts when the bond line reaches the specified temperature.
在 5-15 psi 的压力下,在 340-360°F 的温度下固化 25-30 分钟。固化时间从粘合线达到指定温度时开始。
(7) If the overhaul instructions specify a primer layer of Type 56 to bond Teflon, apply a thin layer of this adhesive to treated Teflon surfaces and cure without pressure for 25-35 minutes at 340-360°F as above.
如果大修说明指定使用 56 型底漆层粘接特氟龙,则在处理过的特氟龙表面涂上一层薄薄的这种粘合剂,并在 340-360°F(如上)固化25-35分钟。
(8) Parts can be used immediately after the cure.
零件可在固化后立即使用。
W. Type 58
类型58
(1) Material — BMS 5-7, Type 1 or Type 2 adhesive
材料——BMS 5-7,1型或2型粘合剂
NOTE: When the BMS 5-7 type is not specified, use Type 1.
注意:如果没有指定BMS 5-7类型,请使用1型。
(a) Clean the mating surfaces as specified in Paragraph 4.
按照第4段的规定清洁配合表面。
(b) Mix the adhesive fully before you use it. Do not use adhesive which is too thick, or became a gel. Do not use a thinner with this adhesive.
使用前充分混合粘合剂。请勿使用过稠或已凝胶化的粘合剂。请勿使用稀释剂稀释粘合剂。
(c) Apply two thin, continuous, smooth layers by brush or spray to each mating surface. On porous surfaces, two or more layers of adhesive could be necessary to fully seal the surface. Let each layer dry at 65-100°F.
用刷子或喷雾器在每个配合表面涂上两层薄而连续的平滑涂层。在多孔表面上,可能需要涂两层或更多层粘合剂才能完全密封表面。让每层在65-100°F下干燥。
(d) Let the last coat adhesive dry until it is tacky, but will not get on your knuckle when you touch it lightly.
让最后一层粘合剂干燥,直到有粘性,但轻轻触摸时不会粘在指关节上。
(e) As an alternative to Paragraph 6.W.(1)(d), let the adhesive dry tack free and, to reactivate, lightly wipe one surface with clean wiper wet with methyl ethyl ketone or naphtha. This is a good alternative when the adhesive area is large or the mating surfaces have no pores to let caught solvent get out.
作为第 6.W.(1)(d) 段的替代方案,让粘合剂干燥至无粘性,然后用蘸有甲基乙基酮或石脑油的干净刷子轻轻擦拭一个表面,使其恢复活性。当粘合面积较大或配合表面没有孔隙让残留的溶剂流出时,这是一个很好的替代方案。
(f) Put the mating surfaces together while the adhesive is tacky, and apply sufficient pressure to make sure the parts fully touch. Do not make air pockets.
在粘合剂变粘时,将配合表面放在一起,并施加足够的压力,确保零件完全接触。不要形成气穴。
(g) The assembly can be moved immediately.
组件可以立即移动。
(h) Remove unwanted adhesive with the solvent you used to prepare the surface as specified in Paragraph 4. Do not let the solvent get into the bond line.
用第4段中规定的用于准备表面的溶剂去除不需要的粘合剂。不要让溶剂进入粘合线。
X. Type 59 (Superseded by Type 70)
类型59(已被类型70取代)
Y. Type 60
类型 60
(1) Adhesives
粘合剂
(a) Grade 1 (white) — RTV 102, IS 802
1 级(白色)——RTV 102、IS 802
(b) Grade 2 (translucent) — RTV 108
2 级(半透明)——RTV 108
(c) Grade 3 (gray) — RTV 157
3 级(灰色)——RTV 157
(d) Grade 4 (beige) — CRTV 9405
4 级(米色)——CRTV 9405
(e) Grade 5 (white) — RTV 108
5级(白色)——RTV 108
(2) Primer — PR-1200 (red or clear) or PR-1204
底漆——PR-1200(红色或透明)或PR-1204
(3) Standard Method. Use this method to bond parts or when the overhaul instructions do not fill gaps or spaces with this adhesive.
标准方法。使用此方法粘接零件,或当大修说明未要求使用此粘合剂填充间隙或空隙时。
(a) Clean the mating surfaces as specified in Paragraph 4.
按照第4段的规定清洁配合表面。
(b) When adhesive primer is specified, apply a thin layer of Type 60 primer to all surfaces to be bonded unless they are silicone rubber. Apply a thin layer of this primer by brush or spray. Do not use a thinner with this primer. Use this primer as supplied. Do not use primer which is cloudy or milky. Let this primer dry 30 minutes to 4 hours at 65-100°F.
如果指定使用粘合剂底漆,则应在所有待粘合表面(硅橡胶表面除外)涂上一层薄薄的60型底漆。用刷子或喷雾器涂上一层薄薄的底漆。请勿使用稀释剂稀释底漆。请使用原配底漆。请勿使用浑浊或乳白色的底漆。在65-100°F的温度下,让底漆干燥30分钟至4小时。
(c) If the overhaul instructions specify Type 60 without a grade, you can use any grade, to agree with the color of the surfaces.
如果大修说明中指定了60型但没有等级,您可以使用任何等级,以符合表面的颜色。
(d) Apply a smooth layer of the adhesive on one or each surface to be bonded. Be very careful not to apply the adhesive outside of the bond area if the surfaces will be subsequently finished.
在一个或每个要粘合的表面上涂上一层光滑的粘合剂。 如果表面随后要进行表面处理,请格外小心,不要在粘合区域外涂上粘合剂。
(e) Put the surfaces together as quickly as possible after you apply the adhesive, because after a few minutes the adhesive layer will get a skin which will prevent a good bond.
涂上粘合剂后,应尽快将表面粘合在一起,因为几分钟后粘合剂表面会结皮,影响粘合效果。
(f) Apply sufficient pressure to make sure the surfaces fully touch, but not to squeeze out too much adhesive. A bond line thickness of 0.015-0.030 inch (10-30 mils) gives best results.
施加足够的压力,确保表面完全接触,但不要挤出过多的粘合剂。 粘合线厚度为0.015-0.030英寸(10-30密耳)时效果最佳。
(g) To cure, this adhesive must absorb moisture from the air. Thus the bondline must be open to the air. No location in the bond can be more than 0.50 inch from an outer edge unless the material of the parts has pores.
为了固化,这种粘合剂必须吸收空气中的水分。因此,粘合线必须暴露在空气中。除非零件材料有孔,否则粘合线中的任何位置都不能距离外边缘超过0.50英寸。
(h) Cure under pressure for a minimum of 24 hours at 65-100°F and a minimum of 20% relative humidity. There will be an odor of acetic acid until the cure is complete. For a faster cure, cure the parts at 6 hours minimum at 100°F minimum, with a minimum of 60% relative humidity inside the oven.
在65-100°F的温度和至少20%的相对湿度下,在压力下固化至少24小时。在固化完成之前,会有醋酸气味。为了加快固化速度,零件在100°F下至少固化6小时,烤箱内相对湿度至少为60%。
(4) Gap-Filling Method. Use this method when the overhaul instructions fill gaps with this adhesive.
间隙填充法。当大修说明要求使用这种粘合剂填充间隙时,请使用此方法。
(a) Clean the mating surfaces as specified in Paragraph 4.
按照第4段的规定清洁配合表面。
(b) Apply sufficient adhesive to fully fill the gap. Remove unwanted adhesive. Do not let too much adhesive get on adjacent surfaces because removal will be necessary if the surfaces will be refinished. If the overhaul instructions do not specify the color, you can use any grade to agree with the color of the part.
涂上足够的粘合剂以完全填满缝隙。清除多余的粘合剂。不要让过多的粘合剂沾到相邻的表面上,因为如果需要重新对这些表面做表面处理,就需要清除这些粘合剂。如果大修说明没有指定颜色,您可以使用任何与零件颜色匹配的等级。
(c) Before you touch or move the parts, let the adhesive make a skin that is tack-free. Do not touch the adhesive until it is fully cured. The adhesives will become tack free in these approximate times at 50% relative humidity:
在接触或移动零件之前,让粘合剂形成无粘性的表面。在粘合剂完全固化之前不要触摸。在50%的相对湿度下,粘合剂将在以下大致时间后形成无粘性表面:
1) RTV 102, RTV 108: 20 minutes
RTV 102, RTV 108: 20 分钟
2) RTV 157: 45 minutes
RTV 157:45分钟
3) CRTV 9405: 60 minutes
CRTV 9405:60分钟
Z. Type 61
类型61
(1) Materials
材料
(a) Adhesive — PR-1710
粘合剂——PR-1710
(b) Catalyst — PR-1710 Accelerator
催化剂——PR-1710 促进剂
(c) Primer — PR-1711
底漆——PR-1711
(2) Standard Method
标准方法
NOTE: This method is to be used when the overhaul instructions specify Type 61 without a method.
注:当大修说明中指定了61类型但没有指定方法时,应使用此方法。
(a) Clean the mating surfaces as specified in Paragraph 4.
按照第4段的规定清洁配合表面。
CAUTION :PR-1711 PRIMER WILL ABSORB WATER AND MUST BE KEPT AWAY FROM MOISTURE. WHEN PR-1711 BECOMES CLOUDY, IT MUST BE DISCARDED
注意:PR-1711底漆会吸收水分,必须远离潮湿环境。当PR-1711底漆变得浑浊时,必须丢弃
(b) Brush one continuous layer of PR-1711 primer on nonrubber surfaces to be bonded. Allow to air dry for 30 minutes at 65 to 100°F.
在需要粘合的非橡胶表面上连续刷一层PR-1711底漆。在65至100°F的温度下风干30分钟。
(c) Fully mix the individual components. Then mix 20 parts by weight of PR-1710 base with 1 part of accelerator. Pot life of the mixed adhesive is approximately 24 hours below 100°F if kept in a sealed container.
充分混合各组分。然后按重量比例将20份PR-1710基料与1份促进剂混合。如果密封保存,混合后的粘合剂在100°F以下可保持24小时左右。
(d) Bond the parts.
粘合零件。
1) To bond a rubber surface to a nonrubber surface, apply a thin, continuous layer of mixed PR-1710 adhesive on the rubber surface with a brush or other method that will fully cover it. Let this air dry for 30 minutes to 1 hour. Apply a equivalent layer on the primed nonrubber surfaces. Let this air dry until tacky. Then put the surfaces together with sufficient pressure to make sure they fully touch.
若要将橡胶表面与非橡胶表面粘合,请用刷子或其他方法在橡胶表面涂上一层薄薄的、连续的混合PR-1710粘合剂,使其完全覆盖橡胶表面。让其风干30分钟至1小时。在涂有底漆的非橡胶表面涂上等量的粘合剂。让其风干至有粘性。然后将两个表面压在一起,确保它们完全接触。
2) To bond rubber to rubber, apply a thin, continuous layer of mixed PR-1710 adhesive to each surfaces with a brush or other method that will fully cover the surfaces. Let these layers air dry for 30 minutes to 1 hour. Then apply one more layer of adhesive to one of the surfaces. Let this layer air dry until tacky. Then put the surfaces together with sufficient pressure to make sure they fully touch.
若要将橡胶与橡胶粘合,请用刷子或其他方法在每个表面涂上一层薄薄的、连续的混合 PR-1710 粘合剂,使其完全覆盖表面。让这些层风干 30 分钟至 1 小时。然后在其中一个表面再涂一层粘合剂。让这一层风干,直到变粘。然后将表面充分压紧,确保它们完全接触。
CAUTION :KEEP SOLVENTS AWAY FROM MATERIALS OR SURFACES ON WHICH IT WILL CAUSE DETERIORATION.
注意:溶剂应远离会导致材料或表面损坏的材料或表面。
3) Optional Method:
可选方法:
a) With a brush, apply a continuous layer of mixed PR-1710 adhesive to each of the prepared surfaces. Let this air dry 30 minutes to 1 hour.
用刷子在每个准备好的表面上连续涂上一层混合的PR-1710粘合剂。让其风干30分钟到1小时。
b) Put the adhesive surfaces at an angle, then quickly apply methyl ethyl ketone from a clean squirt bottle onto the adhesive surfaces.
将粘合剂表面倾斜放置,然后用干净的喷雾瓶快速将甲基乙基酮喷到粘合剂表面。
c) Carefully put the wet surfaces together, in the exact position they must be. Do not try to align the surfaces after they touch.
小心地将湿润的表面放在正确的位置。不要在表面接触后再对齐。
d) Immediately apply sufficient pressure to make sure the surfaces fully touch. Shot bags are recommended to apply pressure on large parts. Weights or clamps can be used on small parts.
立即施加足够的压力,确保表面完全接触。建议使用射袋对大型零件施加压力。小型零件可使用砝码或夹具。
e) Seal the edges of the bond lines with a continuous layer of the adhesive, applied with a brush.
用刷子将一层连续的粘合剂密封粘合线的边缘。
(e) For all of these methods, let the adhesive cure under pressure for 16 hours minimum at 65-100°F before you move the assembly.
对于所有这些方法,在移动组件之前,请至少在65-100°F的压力下固化粘合剂16小时。
(3) Special Method 1
特殊方法1
(a) Clean nonmetal surfaces as specified in Paragraph 4. Dry abrasive clean metal surfaces, then solvent them by the Final Cleaning method of SOPM 20-30-03.
按照第4段的规定清洁非金属表面。用干磨料清洁金属表面,然后用SOPM 20-30-03的最终清洁方法进行溶剂清洁。
(b) Do steps (b) thru (e) of the standard method.
执行标准方法的步骤 (b) 至 (e)。
AA. Type 62
类型 62
(1) Materials
材料
(a) Adhesive — Q4-2817
粘合剂——Q4-2817
(b) Primer — PR-1200, red or clear
底漆——PR-1200,红色或透明
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第 4 款的规定清洁配合表面。
CAUTION :KEEP SOLVENTS AWAY FROM MATERIALS OR SURFACES ON WHICH IT WILL CAUSE DETERIORATION.
注意:溶剂应远离会导致材料或表面损坏的材料或表面。
(3) Apply a thin layer of Type 62 primer to all bonding surfaces unless they are fluorosilicone rubber. Use a brush or spray. Do not thin the primer. Do not use primer if it becomes cloudy or milky. Air dry for 30 minutes minimum and 4 hours maximum at 65 to 100°F.
在所有粘接表面(氟硅橡胶除外)涂上一层薄薄的62型底漆。使用刷子或喷雾器。不要稀释底漆。如果底漆变得浑浊或呈乳白色,请勿使用。在65至100°F的温度下,至少风干30分钟,最多风干4小时。
(4) Apply a smooth layer of the adhesive on each surface to be bonded. Be very careful not to apply the adhesive outside of the bond area if the surfaces will be subsequently finished.
在每个需要粘合的表面涂上一层光滑的粘合剂。如果表面随后要进行表面处理,则要非常小心,不要在粘合区域外涂上粘合剂。
(5) Put the surfaces together as quickly as possible after you apply the adhesive, because after a few minutes the adhesive layer will get a skin which will prevent a good bond.
在涂上粘合剂后,尽快将表面粘合在一起,因为几分钟后,粘合剂层会结皮,从而影响粘合效果。
(6) Apply sufficient pressure to make sure the surfaces fully touch, but not to squeeze out too much adhesive. A bondline thickness of 0.010-0.030 inch (10-30 mils) gives best results.
施加足够的压力,确保表面完全接触,但不要挤出过多的粘合剂。粘合线厚度为0.010-0.030英寸(10-30密耳)时效果最佳。
(7) To cure, this adhesive must absorb moisture from the air. Thus the bondline must be open to the air. No location in the bond can be more than 0.50 inch from an outer edge unless the material of the parts has pores.
为了固化,这种粘合剂必须吸收空气中的水分。因此,粘合线必须暴露在空气中。除非零件材料有孔,否则粘合线中任何位置与外缘的距离不得超过0.50英寸。
(8) Cure under pressure for 4 days minimum at 65-100°F and a minimum of 20% relative humidity.
在65-100°F的温度和至少20%的相对湿度下,在压力下固化至少4天。
AB. Type 63 (Superseded by Type 82)
类型 63(已被类型 82 取代)
AC. Type 65 (Deleted)
类型 65(已删除)
AD. Type 66
类型 66
(1) Materials
材料
(a) Adhesive — Part A of S-1005, S-1006, or S-1009
粘合剂——S-1005、S-1006 或 S-1009 的 A 部分
(b) Catalyst — Part B of S-1005, S-1006, or S-1009
催化剂——S-1005、S-1006或S-1009的B部分
(2) Sand the bonding surfaces of the heat-shrinkable parts lightly with 240-grit aluminum oxide cloth. (This is not necessary on the internal surfaces of heat-shrinkable sleeving, boots, or transitions with ID less than 0.25 inch.) Clean the sanded surfaces with a wiper with solvent and wipe dry immediately with a clean wiper. Be careful not to put contamination on cleaned areas.
用240目氧化铝布轻轻打磨热缩零件的粘接表面。(热缩套管、套管或内径小于0.25英寸的过渡件的内部表面无需打磨。) 用溶剂蘸湿的刷子清洁打磨表面,并立即用干净的刷子擦干。注意不要将污染物弄到已清洁的区域。
(a) Prepare inner bonding surfaces of heat-shrinkable boots and transitions before you shrink them.
在收缩热缩套管和过渡段之前,先准备好其内粘结表面。
(b) Prepare outer bonding surfaces of heat-shrinkable sleeves after you shrink them. The sanded area must be larger than the bond area by 0.25 inch minimum.
在收缩热缩套管之后,准备好其外粘结表面。打磨区域必须比粘结区域至少大0.25英寸。
(3) Clean the bonding surfaces of connectors with a wiper wet with solvent and wipe dry immediately with a clean wiper. Be careful not to put contamination on cleaned areas.
用蘸有溶剂的刷子清洁连接器的粘接表面,并立即用干净的刷子将其擦干。注意不要将污染物弄到清洁的区域。
(4) Mix these adhesive components together for approximately 3 minutes.
将这些粘合剂组分混合约3分钟。
(a) S-1005 or S-1006: Mix 33-37 parts by weight of Component A with 62-68 parts by weight of Component B.
S-1005或S-1006:按重量比,将33-37份A组份与62-68份B组份混合。
(b) S-1009: Mix 48-52 parts by weight of Component A with 48-52 parts by weight of Component B.
S-1009:按重量比,将48-52份A组份与48-52份B组份混合。
(5) The pot life of the mixed adhesive is approximately 1 hour at 60-80°F. But small quantities of the mixed adhesive, not more than 25 grams each, can be kept up to a maximum of 20 days in refrigerated storage, colder than -40°F, immediately after they are mixed. If you do this, be sure to put a label on each container which gives the data of Paragraph 3.E. When you thaw such units, do not put them back into refrigerated storage again.
混合后的粘合剂在60-80°F的温度下可使用约1小时。但少量混合后的粘合剂(每份不超过25克)可在混合后立即冷藏保存,最长可保存20天,但温度不得低于-40°F。如果这样做,请务必在每个容器上贴上标签,标明第3.E段中的数据。当您解冻这些单元时,不要再次将其放入冷藏室。
(6) Apply a thin, continuous layer of adhesive to all surfaces to be bonded.
在所有需要粘合的表面上涂上一层薄薄的连续粘合剂。
(7) Put boots and transitions in position and shrink them as specified in BAC5155 (SOPM 20-11-03 or SOPM 20-12-01).
将套管和过渡件放置到位,并按照 BAC5155(SOPM 20-11-03 或 SOPM 20-12-01)的规定进行收缩。
(8) Immediately after you shrink the boots and transitions, wipe off the unwanted adhesive at the joints with a wiper wet with naphtha or BMS 11-7 solvent. Do not let fillets of adhesive be at joints.
在收缩套管和过渡件后,立即用蘸有石脑油或 BMS 11-7 溶剂的刷子清除接头处多余的粘合剂。 不要让粘合剂在接头处形成圆角。
(9) Do not bend or stress the bonded joints during the cure. Cure the adhesives as follows:
在固化过程中,不要弯曲或挤压粘合的接缝。粘合剂的固化方法如下:
(a) Cure adhesives S-1005 and S-1006 for 1 hour minimum at 180°F or for 24 hours minimum at 65-100°F.
粘合剂 S-1005 和 S-1006 至少在 180°F 下固化 1 小时,或在 65-100°F 下固化 24 小时。
(b) Cure adhesive S-1009 for 1 hour minimum at 250°F, 2 hours minimum at 200°F, or 4 days at 60-100°F.
固化粘合剂S-1009在250°F下至少固化1小时,在200°F下至少固化2小时,或在60-100°F下固化4天。
AE. Type 67 (Deleted)
类型67(已删除)
AF. Type 68
类型68
(1) Materials
材料
(a) 93-076 Adhesive
93-076粘合剂
1) 93-076 Base
93-076 基料
2) 93-076-2 Catalyst
93-076-2 催化剂
3) PR-1204 Primer
PR-1204 底漆
4) Fascat 4202 Primer
Fascat 4202 底漆
(b) RTV 430 Adhesive
RTV 430 粘合剂
1) RTV 430 Base
RTV 430 基料
2) Beta 5 or Beta 11-D1 Catalyst
Beta 5 或 Beta 11-D1 催化剂
3) SS4155 Primer
SS4155 底漆
(2) Clean the mating surfaces as specified in Paragraph 4. Lightly sand silicone rubber surfaces first, then clean them as specified in Paragraph 4.
按照第4段规定清洁配合表面。首先轻轻打磨硅橡胶表面,然后按照第4段规定进行清洁。
(3) Apply a thin, continuous layer of primer to the surfaces to be bonded. Use a brush, spray, or wipe the primer on.
在待粘合的表面涂上一层薄薄的连续底漆。使用刷子、喷雾器或抹布涂抹底漆。
(a) If you will apply 93-076 adhesive:
如果您要使用 93-076 粘合剂:
1) On surfaces that are not silicone rubber, apply PR-1204 primer. Let the primer dry for 1-24 hours before adhesive application.
在非硅橡胶表面上,涂上 PR-1204 底漆。在涂上粘合剂前,让底漆干燥 1-24 小时。
2) On silicone rubber surfaces (but not BMS 1-23 sponge rubber or BMS 1-68 foam rubber), mix equal parts of Fascat 4202 primer and methyl ethyl ketone. Apply this as the primer, and let dry for 10 minutes and a maximum of 24 hours before adhesive application
在硅橡胶表面(但不是BMS 1-23海绵橡胶或BMS 1-68泡沫橡胶),将等量的Fascat 4202底漆和甲基乙基酮混合。将其作为底漆,干燥10分钟,最多24小时后再涂上粘合剂
(b) If you will apply RTV 430 adhesive:
如果您要使用RTV 430粘合剂:
1) On surfaces that are not silicone rubber, apply SS4155 primer. Let the primer dry a minimum of 60 minutes before adhesive application. The primer layer will have a chalky appearance when dry
在非硅橡胶表面上,涂上SS4155底漆。底漆至少干燥60分钟后才能涂上粘合剂。干燥后的底漆层呈白垩状
2) On silicone rubber surfaces, primer is not necessary.
在硅橡胶表面上,无需涂底漆。
(4) Fully mix 10 parts by weight of the specified catalyst with 100 parts by weight of base component. Mix by hand 2 to 5 minutes or 60 cycles in a mechanical mixer such as a Semco Model S-1350. If air is mixed in, remove it under a minimum vacuum of 20 inches of mercury. The material will expand, crest, and then shrink back to approximately the original volume as bubbles come to the surface and break. The air removal is usually complete approximately 2 minutes after the bubbles stop.
按重量比将10份催化剂与100份基料成分充分混合。用手搅拌2至5分钟,或在Semco Model S-1350等机械搅拌器中搅拌60个循环。如果混入了空气,应在20英寸汞柱的最低真空度下将其排出。随着气泡浮出水面并破裂,材料会膨胀、隆起,然后收缩回大约原来的体积。通常在气泡停止后约2分钟即可完成排气。
(a) For 93-076 adhesive, the pot life of the mixture is approximately 2 hours below 80°F. If open to too much moisture, the catalyst could get a surface crust. Removal of this crust is recommended. The remaining catalyst is serviceable. Discard material that becomes crystallized or grainy.
对于93-076粘合剂,在80°F以下,混合物的可使用时间约为2小时。如果暴露在过多的湿气中,催化剂可能会结皮。建议去除结皮。剩余的催化剂仍可使用。丢弃结晶或结粒的材料。
(b) For RTV 430 adhesive, use the correct catalyst for the application and mix the catalyst before you mix it with the base.
对于RTV 430粘合剂,请使用正确的催化剂,并在与基料混合前先混合催化剂。
1) Beta 5 is red. The catalyzed material has a total pot life of approximately 80 minutes at 77°F.
Beta 5为红色。在77°F下,催化剂的总使用期限约为80分钟。
2) Beta 11-D1 is blue, but the pigment settles. The catalyzed material becomes white. It has a pot life of approximately 60 minutes at 77°F
Beta 11-D1为蓝色,但颜料会沉淀。催化剂变成白色。在77°F下,使用期限约为60分钟
(5) Apply a continuous layer of mixed adhesive to one or, better, to each mating surface. You can apply the adhesive by hand or from a sealant gun, then make the layer with a spatula or equivalent tool. Be careful not to apply the adhesive outside of the bond area if the surface will be subsequently finished.
在一处或最好在每个配合面上连续涂抹一层混合的粘合剂。您可以用手或密封胶枪涂抹粘合剂,然后用抹刀或类似工具抹平。如果表面随后要进行表面处理,请注意不要在粘合区域外涂抹粘合剂。
(6) Put the parts together and apply sufficient pressure to push out air pockets. Do not apply too much pressure, because a bond line minimum thickness of 0.020 inch is necessary for a strong bond.
将零件组装在一起,并施加足够的压力以排出气泡。不要施加太大的压力,因为粘合线的最小厚度为0.020英寸,这样才能确保粘合牢固。
(7) Let the adhesive to cure under pressure for one of these conditions before you move the parts:
在移动零件之前,让粘合剂在压力下固化,固化条件如下:
(a) 24 hours minimum at 65-179°F,
在65-179°F下至少固化24小时,
(b) 4 hours minimum at 180-199°F, or
在180-199°F下至少固化4小时,或
(c) 2 hours minimum at 200-260°F.
在200-260°F下至少固化2小时。
AG. Type 69
类型69
(1) Material — BMS 5-72, Type 4 adhesive, which has two components, Part A and Part B.
材料——BMS 5-72,类型4粘合剂,由A和B两部分组成。
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第4段的规定清洁配合表面。
(3) Fully mix equal parts by weight of Part A and Part B until the color is the same. Pot life of the mixture is 60 minutes.
充分混合等重量的A、B两部分,直到颜色相同。混合物的可使用时间为60分钟。
(4) Apply a layer of the adhesive to the mating surfaces with a spatula.
用抹刀在配合面上涂一层粘合剂。
(5) Assemble the parts and apply sufficient finger pressure to make sure the mating surfaces fully touch. Make sure there is for a continuous bead of adhesive around the edges as a sign the mating surfaces did fully touch.
组装零件,用手指施加足够的压力,确保配合面完全接触。确保边缘周围有连续的粘合剂条,表明配合表面完全接触。
(6) Remove unwanted adhesive before it cures, with a clean wiper wet with solvent.
在粘合剂固化前,用蘸有溶剂的干净刷子将其清除。
(7) Cure for 1/2 hour minimum at 140-160°F, or for at least 5 hours below 100°F.
在140-160°F下固化至少1/2小时,或在100°F以下至少固化5小时。
AH. Type 70
类型70
(1) Materials
材料
(a) Adhesive — BMS 5-92, Type 1 or 3, which has two parts, catalyst A and base B.
粘合剂——BMS 5-92,类型1或3,由两部分组成,即催化剂A和基料B。
(b) Thickening agent — Cab-O-Sil Type M-5 or HS-5.
增稠剂——Cab-O-Sil M-5或HS-5型。
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第4段的规定清洁配合表面。
(3) Fully mix the individual components. Then mix the components in the proportions shown below. For a cure at higher temperatures, you can add maximum of 1 part by weight of thickening agent to 49 parts adhesive.
充分混合各个组件。然后按照以下比例混合各个组件。如果要在较高温度下固化,可在49份粘合剂中加入最多1份重量(按重量计)的增稠剂。

(4) Apply a thin continuous layer of the mixed adhesive to each faying surface. As an alternative, you can apply the adhesive to only one of the surfaces if the surface is smooth, the mating surfaces fit with a maximum gap of 0.010 inch, and sufficient adhesive is applied to make sure the other surface will be completely touched by the adhesive. One-surface application is permitted for long narrow surfaces if the width is not more than 1 inch and the adhesive comes out all around the edges.
在每个配合表面涂上一层薄薄的混合粘合剂。作为替代方案,如果表面光滑,配合表面最大间隙为0.010英寸,并且涂有足够的粘合剂以确保另一表面完全被粘合剂覆盖,则可以仅将粘合剂涂在其中一个表面上。如果长而窄的表面的宽度不超过1英寸,并且粘合剂从边缘流出,则允许单面涂胶。
(5) Assemble the parts and apply a strong, constant pressure to make sure all of the faying surfaces touch completely.
组装零件,持续用力确保所有配合表面完全接触。
(6) Remove the unwanted adhesive before it cures. Use a clean cloth, or cotton-tipped swabs, wet with solvent. Do not let the solvent get into the bond line.
在粘合剂固化前将其清除。使用干净的布或棉签蘸取溶剂。不要让溶剂进入粘合线。
(7) Cure the adhesive under pressure at a time and temperature from Figure 2. Then let the parts cool below 120°F before you remove the pressure.
在图2所示的压力和时间条件下固化粘合剂。然后让零件冷却到120°F以下,再释放压力。
AI. Type 71
类型71
(1) Material — BMS 5-123 adhesive, which has two components, Part A and Part B.
材料——BMS 5-123粘合剂,由A和B两部分组成。
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第4段所述清洁配合表面。
(3) Preparation of adhesive.
粘合剂的制备。
(a) Fully mix equal parts by weight of Part A and Part B. Or squeeze a length of Part A on a mixing surface, with constant pressure for an even bead. Parallel to this bead of Part A, squeeze an equal-length bead of Part B. Mix quickly and fully, not more than 1 minute, until the two colors change into a smooth, uniform colored paste. Use the mixed adhesive immediately.
按重量比将A、B两相等部分充分混合。或者将一段A部分挤压在混合表面上,持续加压,形成均匀的胶条。与A部分的胶条平行,挤压一段等长的B零件。快速充分混合,时间不超过1分钟,直到两种颜色变成光滑、均匀的色浆。混合后的粘合剂应立即使用。
(b) Pot life of the mixed adhesive is 3 to 4 minutes below 100°F.
混合后的粘合剂在100°F以下可使用时间为3至4分钟。
(4) Apply a thin, continuous layer of the mixed adhesive to each mating surface and assemble immediately after application of adhesive. As an alternative, you can apply the adhesive to only one surface. But you must make sure the other surface will be fully wet by the adhesive, and that the adhesive makes a continuous bead around the edges. If you use this alternative, we recommend you apply the adhesive to the aluminum surface.
在每个配合表面涂上一层薄薄的连续混合胶,并在涂胶后立即进行组装。作为替代方案,您也可以只在一面上涂胶。 但您必须确保另一面完全被胶浸湿,并且胶在边缘形成连续的胶条。 如果您选择这种方案,我们建议您在铝制表面上涂胶。
(5) Apply strong, constant pressure for 4-5 minutes to make sure all of the mating surfaces touch completely. Cure for 20-40 minutes at 65-100°F.
持续用力按压4-5分钟,确保所有配合表面完全接触。在65-100°F的温度下固化20-40分钟。
(6) Remove the unwanted adhesive before it cures. Use a clean cloth or cotton-tipped swabs wet with solvent. Do not let the solvent get into the bond line.
在粘合剂固化前将其清除。使用干净的布或蘸有溶剂的棉签。不要让溶剂进入粘合线。
AJ. Type 72
类型72
WARNING :DO NOT LET THIS ADHESIVE TOUCH THE SKIN. DO NOT BREATHE THE VAPORS. MIX AND USE THIS ADHESIVE ONLY IN AREAS THAT HAVE SUFFICIENT LOCAL EXHAUST VENTILATION.
警告:请勿让此粘合剂接触皮肤。请勿吸入蒸汽。仅在排气通风良好的区域混合和使用此粘合剂。
(1) Material — BMS 5-127, Type 2 or 3, Class 2 adhesive, which has two components, adhesive and catalyst.
材料——BMS 5-127,2或3类型,2级粘合剂,由粘合剂和催化剂两部分组成。
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第4段的规定清洁配合表面。
(3) Preparation of adhesive.
粘合剂的制备。
(a) Fully mix 1 part by volume of Boscodur 24T with 16 parts by volume of Bostik 7132R. Pot life of activated adhesive is approximately 8 hours below 100°F, if kept in a sealed container. Let the mixed adhesive stay in the container for 2 minutes before you use it.
按体积比将1份的Boscodur 24T与16份的Bostik 7132R充分混合。如果在密封容器中保存,活化后的粘合剂在100°F以下可保持约8小时。混合后的粘合剂在容器中放置2分钟后即可使用。
(b) If you apply the adhesive by brush, no thinner is necessary, but be sure to fully stir the adhesive.
如果使用刷子涂抹粘合剂,无需稀释剂,但请务必充分搅拌粘合剂。
(c) If you spray the adhesive, add an equal part by volume of methyl ethyl ketone. Toluene can be used when methyl ethyl ketone is not available, but methyl ethyl ketone is preferred.
如果使用喷雾器喷涂粘合剂,请添加等体积的甲基乙基酮。如果没有甲基乙基酮,可以使用甲苯,但甲基乙基酮是首选。
(4) On nonporous surfaces, apply a medium to heavy layer by brush, or two to three layers by spray, one after the other, to each surface. On porous surfaces, one more layer to seal the surface could be necessary. Let the brushed-on adhesive dry 15-20 minutes between each layer.
在无孔表面上,用刷子涂上中等厚度的涂层,或用喷雾器在每个表面上依次喷涂两到三层。在有孔表面上,可能需要再涂一层以密封表面。每层之间应间隔15-20分钟,让刷涂的粘合剂干燥。
(5) Let the last layer of adhesive dry until it becomes tacky, but will not get on your knuckle if you touch it lightly. Let the adhesive become tack free, then lightly wipe one surface with clean wipers wet with methyl ethyl ketone to reactivate the layer.
让最后一层粘合剂干燥,直到变得有粘性,但轻轻触碰不会粘在指关节上。让粘合剂变得不粘手,然后用蘸有甲基乙基酮的干净刷子轻轻擦拭一个表面,以重新活化该层。
(6) Put the mating surfaces together while the adhesive is tacky. Apply sufficient pressure to make sure the surfaces fully touch. Do not make air pockets.
在粘合剂有粘性时,将配合表面放在一起。施加足够的压力,确保表面完全接触。不要形成气穴。
(7) The assembly can be moved immediately.
组件可以立即移动。
(8) Unwanted adhesive can be removed with solvent.
不需要的粘合剂可以用溶剂去除。
AK. Type 73 (Superseded by Type 58)
类型 73(被类型 58 取代)
AL. Type 74
类型 74
(1) Materials
材料
(a) Adhesive — RTV 106
粘合剂——RTV 106
(b) Primer — SS4004P
底漆——SS4004P
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第4段的规定清洁配合表面。
(3) Apply primer to all bonding surfaces unless they are silicone rubber. Put primer on a clean wiper to fully wet it but not let it drip, and then wipe the primer on the surface in a thin smooth layer. Dry for 30 minutes to 72 hours at 65-100°F. Give the primed surfaces protection from contamination at all times.
在所有粘接表面涂上底漆,除非它们是硅橡胶。将底漆涂在干净的刷子上,使其完全湿润但不滴落,然后将底漆薄薄地均匀地涂在表面上。在65-100°F的温度下干燥30分钟至72小时。始终保护涂有底漆的表面免受污染。
(4) Apply a continuous layer of adhesive to one or each surface to be bonded.
在待粘合的一个或每个表面涂上一层连续的粘合剂。
(5) Put the surfaces together as quickly as possible after you apply the adhesive, because after a few minutes the adhesive layer will get a skin which will prevent a good bond.
涂上粘合剂后,应尽快将表面粘合在一起,因为几分钟后粘合剂表面会结皮,影响粘合效果。
(6) Apply sufficient pressure to make sure the surfaces fully touch but not to squeeze out too much adhesive. A bond line thickness of 0.015 inch (15 mils) gives best results.
施加足够的压力,确保表面完全接触,但不要挤出过多的粘合剂。粘合线厚度为0.015英寸(15密耳)时效果最佳。
(7) Cure under pressure for a minimum of 24 hours at 65°F minimum. There will be the odor of acetic acid until the cure is complete.
在压力下固化至少24小时,温度不低于65°F。固化完成前会有醋酸气味。
NOTE: For this cure time, the band of adhesive must be no more than 0.25 inch from the edge of the bond line. This adhesive will not cure more than 0.25 inch from the outside edge unless the substrate material has pores to let moisture through.
注意:在固化时间内,粘合带的边缘距离粘合线不得超过0.25英寸。除非基料有孔隙使水分进入,否则这种粘合剂在距离外边缘0.25英寸处不会固化。
AM. Type 75
类型 75
(1) Materials — Epibond 1526 A/B
材料——Epibond 1526 A/B
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第4段的规定清洁配合表面。
(3) Fully mix 100 parts by weight of Epibond 1526A with 50 parts by weight of Epibond 1526B. The pot life of the mixture is 7-10 minutes below 100°F.
按重量比将100份Epibond 1526A与50份Epibond 1526B充分混合。在100°F以下,混合物的可使用时间为7-10分钟。
(4) Apply a thin continuous layer of the mixed adhesive to each mating surface and assemble immediately after application of adhesive.
在每个配合表面涂上一层薄薄的混合粘合剂,并在涂完粘合剂后立即进行组装。
(5) Apply strong, constant pressure to make sure the surfaces fully touch during the cure time. Cure 110-120 minutes at 65-100°F.
持续施加强力压力,确保在固化期间表面完全接触。在65-100°F的温度下固化110-120分钟。
(6) Wipe off unwanted adhesive, before it cures, with a clean cloth wet with solvent. Do not let the solvent flow into the bond line.
在粘合剂固化前,用蘸有溶剂的干净布将其擦去。不要让溶剂流入粘合线。
AN. Type 76 (Deleted)
类型 76(已删除)
AO. Type 77
类型 77
(1) Materials
材料
(a) Resin — PSA-529
树脂——PSA-529
(b) Catalyst — SRC-18
催化剂——SRC-18
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第4段的规定清洁配合表面。
(3) Fully mix 100 parts by weight of PSA-529 resin and 4.0 parts by weight of SRC-18 catalyst. The pot life of the mixed adhesive is approximately 2 days, if you keep it in a sealed container below 100°F. To make the mixture easier to apply, you can add a maximum of 25% by volume of toluene or methyl propyl ketone as a thinner.
按重量比将100份PSA-529树脂和4.0份SRC-18催化剂充分混合。如果将混合后的粘合剂保存在低于100°F的密封容器中,其可使用时间约为2天。为了使混合物更易于涂抹,您可以添加最多25%体积的甲苯或甲基丙基酮作为稀释剂。
(4) Apply a thin continuous layer of the mixed adhesive to each of the faying surfaces. Mask adjacent areas if they will be subsequently finished.
在每个配合表面涂抹一层薄薄的混合粘合剂。如果随后要对相邻区域进行表面处理,请对其进行遮蔽。
(5) Air dry the adhesive layers for 10-30 minutes at 65-100°F.
在65-100°F的温度下,让粘合剂层风干10-30分钟。
(6) Assemble the parts and apply sufficient pressure to make sure the surfaces touch. Parts can be moved immediately, but do not put stress on the bond until the cure is complete.
组装零件并施加足够压力,确保表面接触。零件可以立即移动,但在固化完成前不要对粘合处施加压力。
(7) Cure at one of these conditions:
在以下条件之一下固化:
(a) 24 hours minimum at 65-100°F, then 5-10 minutes at 290-310°F. Cool below 100°F before removal of pressure.
65-100°F下至少24小时,然后在290-310°F下放置5-10分钟。在去除压力前冷却至100°F以下。
(b) 1 hour minimum at 65-100°F, then 90 minutes at 145-175°F. Cool below 100°F before removal of pressure.
65-100°F下至少1小时,然后在145-175°F下放置90分钟。在去除压力前冷却至100°F以下。
(c) 6 days minimum at 65-100°F.
65-100°F下至少放置6天。
AP. Type 79
类型79
(1) Materials
材料
(a) Adhesive — DC 3145
粘合剂——DC 3145
(b) Primer — PR-1204 (for non-silicone surfaces)
底漆——PR-1204(用于非硅表面)
(c) Primer — PR-1205 (optional, for plastic surfaces)
底漆——PR-1205(可选,用于塑料表面)
(2) Clean the mating surfaces as specified in Paragraph 4., unless they are polycarbonate surfaces. Sand the polycarbonate surfaces, but it is not necessary to solvent clean them before you apply the primer.
按照第4段的规定清洁配合表面,除非它们是聚碳酸酯表面。对聚碳酸酯表面进行打磨,但在涂底漆前无需进行溶剂清洁。
CAUTION :DETERIORATION OF SILICONE PRIMERS WILL OCCUR AFTER THEIR ORIGINAL CONTAINER IS OPENED UNLESS KEPT BELOW 90°F (32°C) IN STORAGE, OR IN DISPENSING CONTAINERS PURGED WITH DRY ARGON OR DRY NITROGEN.
注意:除非在低于90°F(32°C)的温度下储存,或使用用干燥氩气或干燥氮气吹扫的分配容器,否则硅酮底漆在原容器打开后会出现变质。
(3) Apply primer to all bonding surfaces, unless they are silicone rubber. Apply a thin continuous layer of clear primer with a brush, spray, or clean gauze dipped in primer. Let the primer dry at 65-100°F for a minimum time and relative humidity from Figure 3.
在所有粘接表面涂上底漆,除非它们是硅橡胶。用刷子、喷雾器或蘸有底漆的干净纱布涂上一层薄薄的连续的透明底漆。在65-100°F的温度下,让底漆按图3中规定的最短时间和相对湿度下干燥。
(4) Apply a continuous layer of adhesive to one or each surface to be bonded. If you apply the adhesive to only one surface, you can make the layer smooth with a serrated scraper.
在一个或每个待粘接的表面上涂上一层连续的粘合剂。如果仅在表面涂上粘合剂,可用锯齿刮刀将表面刮平。
(5) Put the surfaces together as quickly as possible after you apply the adhesive, because after a few minutes the adhesive layer will get a skin which will prevent a good bond.
涂上粘合剂后,应尽快将表面粘合在一起,因为几分钟后粘合剂表面会结皮,影响粘合效果。
(6) Apply sufficient pressure to make sure the surfaces touch, but not to squeeze out too much adhesive.
施加足够压力,确保表面接触,但不要挤出过多粘合剂。
(7) Do not move the parts during the cure. Keep the pressure on the parts and cure the adhesive at 65-100°F. The minimum cure time at 20-30% relative humidity is 40 hours. The bond strength will continue to increase for several days. This adhesive cures by reaction with moisture in the air. A minimum of 20% relative humidity is necessary for the adhesive to cure.
在固化过程中不要移动零件。保持零件的压力,并在65-100°F下固化粘合剂。在20-30%相对湿度下的最短固化时间为40小时。粘合强度将在几天内继续增加。这种粘合剂通过与空气中的水分反应而固化。粘合剂固化所需的最低相对湿度为20%。
AQ. Type 80
类型 80
(1) Materials
材料
(a) Adhesive — Ablebond 877-1
粘合剂——Ablebond 877-1
(b) Primer — PR-1204
底漆——PR-1204
(2) Clean the mating surfaces as specified in Paragraph 4. On printed circuit assemblies, clean surfaces with acetone, aliphatic naphtha, or isopropyl alcohol only, and do not use an abrasive.
按照第 4 段的规定清洁配合表面。在印刷电路组件上,仅使用丙酮、脂肪族石脑油或异丙醇清洁表面,不要使用研磨剂。
CAUTION :DETERIORATION OF SILICONE PRIMERS WILL OCCUR AFTER THEIR ORIGINAL CONTAINER IS OPENED UNLESS KEPT BELOW 90°F (32°C) IN STORAGE, OR IN DISPENSING CONTAINERS PURGED WITH DRY ARGON OR DRY NITROGEN.
注意:除非在低于90°F(32°C)的温度下储存,或使用干燥的氩气或干燥的氮气对分配容器进行吹扫,否则硅树脂底漆在原容器打开后会出现变质。
(3) Apply a layer of primer to all mating surfaces, unless they are silicone rubber, with a brush, spray, or wiper. Use the primer as it is supplied. Do not use a thinner. Let the primer air dry for 60 minutes minimum. This layer of primer is not necessary when you bond parts to printed circuit boards unless the parts are larger than 0.30 inch in diameter or 0.75 inch long, or unless the primer is specified by the overhaul instructions.
用毛刷、喷枪或刷子在所有配合表面(硅橡胶除外)涂上一层底漆。使用随附的底漆。不要使用稀释剂。让底漆风干至少60分钟。当您将零件粘接到印刷电路板时,除非零件直径大于0.30英寸或长度大于0.75英寸,或者除非大修说明中指定使用底漆,否则无需涂覆底漆。
(4) Apply a continuous layer or bead of adhesive to one or both each mating surface. When you bond parts to circuit boards, be sure to control the quantity of the adhesive to help keep it away from adjacent termination areas.
在一个或两个配合表面涂覆连续的粘合剂层或粘合剂条。当您将零件粘接到电路板上时,请务必控制粘合剂用量,以防止粘合剂粘到相邻的端接区域。
(5) Put the surfaces together as quickly as possible after you apply the adhesive, because after a few minutes the adhesive layer will get a skin which will prevent a good bond.
涂上粘合剂后,应尽快将两个表面粘合在一起,因为几分钟后粘合剂表面会形成一层薄膜,影响粘合效果。
(6) Apply sufficient pressure to make sure the parts touch. A bond line approximately 0.020 inch thick gives best results.
施加足够的压力,确保零件接触。 粘合线厚度约为 0.020 英寸,效果最佳。
CAUTION :ATMOSPHERIC MOISTURE IS NECESSARY FOR THIS ADHESIVE TO CURE. DO NOT TRY TO USE THIS ADHESIVE IN VERY DRY AIR.
注意:这种粘合剂需要空气中的水分才能固化。请勿在非常干燥的空气中使用这种粘合剂。
(7) Use something to hold the parts in position and let the adhesive cure by the manufacturer’s instructions or for a minimum of 48 hours at 65-100°F and a minimum of 50 percent relative humidity.
用东西将零件固定到位,然后按照制造商的说明让粘合剂固化,或在65-100°F的温度和至少50%的相对湿度下至少放置48小时。
(8) Faster cure times of less than 24 hours are acceptable if you include a test specimen a minimum of 0.25 inch thick on an equivalent surface with primer, and if the cure gives the specimen a minimum of Shore A 30 Durometer hardness.
如果将厚度至少为0.25英寸的测试样本与底漆一起涂在同等表面上,且固化后的样本硬度至少达到邵氏A30硬度计测量的硬度,则可在24小时内完成快速固化。
AR. Type 82
类型82
WARNING :THIS ADHESIVE CONTAINS ISOCYANATES. DO NOT LET THIS ADHESIVE TOUCH THE SKIN. DO NOT BREATHE THE VAPORS. MIX AND USE THIS ADHESIVE ONLY IN AREAS THAT HAVE SUFFICIENT LOCAL EXHAUST VENTILATION.
警告:本粘合剂含有异氰酸酯。请勿让本粘合剂接触皮肤。请勿吸入蒸汽。仅在排气通风良好的区域混合和使用本粘合剂。
(1) Material — BMS 5-105, Type 5 or 6 adhesive
材料——BMS 5-105,5或6型粘合剂
(2) Standard Method. Use this method to bond parts or when the overhaul instructions do not fill gaps or spaces with this adhesive.
标准方法。当零件需要粘接,或者大修说明中没有要求使用这种粘合剂填充间隙或空间时,请使用此方法。
(a) Clean the mating surfaces as specified in Paragraph 4.
按照第4段的规定清洁配合表面。
(b) Fully mix the base resin and catalyst by the manufacturer’s instructions.
按照制造商的说明充分混合基料树脂和催化剂。
(c) Pot life of the mixed adhesive is approximately 10-25 minutes below 80°F. If you chill the two adhesive components at 40-50°F before you mix them, the work life will be 35-45 minutes longer. Do not chill them below the dew point.
混合后的粘合剂在80°F(26.7°C)下的可使用时间约为10-25分钟。如果在混合前将两种粘合剂成分冷却到40-50°F(4.4-10.5°C),可使用时间将延长35-45分钟。请勿将其冷却到露点以下。
(d) Apply a thin, continuous layer of the mixed adhesive to both faying surfaces by brush, spatula, or air-operated dispensing gun. As an alternative, you can apply the adhesive to only one of the surfaces if the surface is smooth, the mating surfaces fit with a maximum gap of 0.010 inch, and sufficient adhesive is applied to make sure the other surface will be completely touched by the adhesive.
用刷子、抹刀或气动分配枪在两个配合表面涂上一层薄薄的连续混合粘合剂。作为另一种选择,如果表面光滑,配合表面最大间隙为0.010英寸,并且涂有足够的粘合剂以确保另一表面完全被粘合剂覆盖,则可以只在一个表面上涂粘合剂。
(e) When the bond line is adjacent to a decorative surface, wipe off unwanted adhesive before it cures. Clean the adjacent areas with the same solvent that you used in Paragraph 6.AR.(2)(a).
当粘合线靠近装饰表面时,在粘合剂固化前将其擦去。用第6.AR.(2)(a)段中所述的溶剂清洁相邻区域。
(f) Let the adhesive to cure under pressure for one of these conditions before you move the parts:
在移动零件前,在以下条件之一下让粘合剂在压力下固化:
1) 6 hours minimum at 65-110°F,
在65-110°F下至少固化6小时,
2) 4 hours minimum at 110-150°F, or
110-150°F下至少4小时,或
3) 2 hours minimum at 150-200°F.
150-200°F下至少2小时。
(3) Gap Filling or Fillet Sealing Method. Use this method when the overhaul instructions fill gaps or make fillet seals with this adhesive.
间隙填充或圆角密封方法。当大修说明要求使用这种粘合剂填充间隙或制作圆角密封时,请使用此方法。
(a) Clean the mating surfaces as specified in Paragraph 4.
按照第4款的规定清洁配合表面。
(b) Fully mix the base resin and catalyst by the manufacturer’s instructions.
根据制造商的说明充分混合基料树脂和催化剂。
(c) Pot life of the mixed adhesive is approximately 10-25 minutes below 80°F. If you chill the two adhesive components at 40-50°F before you mix them, the work life will be 35-45 minutes longer. Do not chill them below the dew point.
在80°F以下,混合后的粘合剂的使用时间约为10-25分钟。如果在混合前将两种粘合剂成分冷却至40-50°F,则使用时间将延长35-45分钟。请勿将其冷却至露点以下。
(d) Apply a sufficient quantity of Type 82 adhesive to fill the gaps or make the fillet seals between the adjacent surfaces for an acceptable appearance.
涂上足够量的类型82粘合剂,以填补间隙或使相邻表面之间的圆角密封达到可接受的外观。
(e) When the bond line is adjacent to a decorative surface, wipe off unwanted adhesive before it cures. Clean the adjacent areas with the same solvent that you used in Paragraph 6.AR.(3)(a).
当粘合线靠近装饰表面时,在粘合剂固化前将其擦去。用第6.AR.(3)(a)段中使用的相同溶剂清洁相邻区域。
(f) You can move the parts or continue with the overhaul procedure before the adhesive is tack-free if the adhesive is not stressed or damaged. Tack free time for a 1/8 inch bead of this adhesive is approximately one hour.
如果粘合剂没有受力或损坏,则可在粘合剂变干之前移动零件或继续进行大修程序。这种粘合剂的1/8英寸粘珠的变干时间约为一小时。
AS. Type 84
类型 84
(1) Materials:
材料:
(a) Adhesive DC 730 RTV with primer PR-1200 red or clear, or
粘合剂 DC 730 RTV,带底漆 PR-1200 红色或透明,或
(b) Adhesive FRV1106 with primer SS4179
粘合剂 FRV1106 与底漆 SS4179
(2) Clean the mating surfaces as specified in Paragraph 4. unless they are polycarbonate surfaces. Sand the polycarbonate surfaces, but it is not necessary to solvent clean them before you apply the primer.
按照第 4 段的规定清洁配合表面,除非它们是聚碳酸酯表面。对聚碳酸酯表面进行打磨,但在涂底漆之前无需进行溶剂清洁。
CAUTION :DETERIORATION OF SILICONE PRIMERS WILL OCCUR AFTER THEIR ORIGINAL CONTAINER IS OPENED UNLESS KEPT BELOW 90°F (32°C) IN STORAGE, OR IN DISPENSING CONTAINERS PURGED WITH DRY ARGON OR DRY NITROGEN.
注意:除非在低于90°F(32°C)的温度下储存,或使用干燥氩气或干燥氮气吹扫的分配容器,否则硅酮底漆在打开原容器后会出现变质。
(3) Apply primer to all mating surfaces, unless they are fluorosilicone or silicone rubber. Use a brush, spray, or a wiper. Use the primer as it is supplied. Do not use a thinner. Let the primer air dry 1-4 hours.
在所有配合表面涂上底漆,除非它们是氟硅树脂或硅橡胶。使用毛刷、喷枪或刷子。使用提供的底漆。不要使用稀释剂。让底漆风干1-4小时。
(4) Apply a continuous layer of adhesive to one or each mating surface. When you apply the adhesive to only one surface, you can make the layer with a serrated scraper. Be careful not to get adhesive outside the bond area if the area must be finished later.
在一个或每个配合面上涂上一层连续的粘合剂。当您只在一个表面上涂粘合剂时,可以用锯齿刮刀来涂。如果区域以后要做表面处理,请注意不要让粘合剂粘到粘合区域以外。
(5) Put the surfaces together as quickly as possible after you apply the adhesive, because after a few minutes the adhesive will get a skin which will prevent a good bond.
在涂上粘合剂后,尽快将表面粘合在一起,因为几分钟后粘合剂会结皮,从而影响粘合效果。
(6) Apply sufficient pressure to make sure the surfaces touch, but not to squeeze out too much adhesive. A bond line approximately 0.020 inch thick gives best results.
施加足够的压力以确保表面接触,但不要挤出过多的粘合剂。粘合线厚度约为0.020英寸,效果最佳。
CAUTION :ATMOSPHERIC MOISTURE IS NECESSARY FOR THIS ADHESIVE TO CURE. THE AIR MUST HAVE A MINIMUM RELATIVE HUMIDITY OF 30 PERCENT.
注意:此粘合剂需要大气中的水分才能固化。空气中的相对湿度必须至少达到30%。
(7) While the parts are held in position, let the adhesive cure by the manufacturer’s instructions or for a minimum of 24 hours at the usual room conditions, approximately 75°F and 50 percent relative humidity. Higher humidities and temperatures will make the cure faster. Lower humidities and temperatures will make the cure slower. Atmospheric moisture is necessary for the adhesive to cure. The minimum relative humidity for a cure is 30%.
在固定零件到位的同时,按照制造商的说明让粘合剂固化,或者在通常室温条件下(约75°F和50%相对湿度)至少放置24小时。湿度和温度越高,固化速度越快。湿度和温度越低,固化速度越慢。粘合剂固化需要大气中的水分。固化的最低相对湿度为30%。
(8) Faster cure times of less than 24 hours are acceptable if you include a test specimen a minimum of 0.25 inch thick on an equivalent surface with primer, and if the cure gives the specimen a minimum of Shore A 30 Durometer hardness.
如果测试样品的厚度至少为0.25英寸,且在相同表面上涂有底漆,且固化后的样品邵氏A硬度至少达到30,则快速固化时间少于24小时是可以接受的。
AT. Type 85
类型 85
(1) Materials
材料
(a) Adhesive — Delta Bond 152
粘合剂——Delta Bond 152
(b) Catalyst — Hardener A
催化剂——硬化剂A
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第4段的规定清洁配合表面。
(3) Fully mix 100 parts by weight of adhesive and 7.5 parts by weight of hardener A. Pot life of the mixed adhesive is approximately 45 minutes below 100°F.
按重量比混合100份粘合剂和7.5份硬化剂A。在100°F以下,混合后的粘合剂可使用时间约为45分钟。
(4) Apply a thin continuous layer of the mixed adhesive to each of the mating surfaces and put the parts together within 5 minutes you apply the adhesive.
在每个配合表面涂上一层薄薄的混合粘合剂,并在涂上粘合剂后5分钟内将零件组装在一起。
(5) Apply sufficient pressure to make sure the surfaces touch. Keep the pressure on during the cure.
施加足够的压力,确保表面接触。在固化过程中保持压力。
(6) Wipe off unwanted adhesive before it cures, with a clean wiper wet with denatured alcohol. Do not let the alcohol flow into the bond line.
在粘合剂固化前,用蘸有变性酒精的干净刷子将其擦掉。不要让酒精流入粘合线。
(7) Cure at 77°F minimum for a minimum of 8 hours, 150°F minimum for a minimum of 45 minutes, or 250°F minimum for a minimum of 20 minutes.
最低温度为77°F时固化至少8小时,最低温度为150°F时固化至少45分钟,最低温度为250°F时固化至少20分钟。
AU. Type 86
类型86
(1) Materials
材料
(a) Adhesive — Delta Bond 152
粘合剂——Delta Bond 152
(b) Catalyst — Hardener B
催化剂——固化剂B
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第4段的规定清洁配合表面。
(3) Fully mix 100 parts by weight of adhesive and 3.5 parts by weight of hardener B. Pot life of the mixed adhesive is approximately 30 minutes below 100°F.
按重量比将100份粘合剂和3.5份固化剂B充分混合。在100°F以下,混合后的粘合剂可使用时间约为30分钟。
(4) Apply a thin continuous layer of the mixed adhesive to each of the mating surfaces and put the parts together within 5 minutes after you apply the adhesive.
在每个配合表面涂上一层薄薄的连续的混合粘合剂,并在涂上粘合剂后5分钟内将零件组装在一起。
(5) Apply sufficient pressure to make sure the surfaces touch. Keep the pressure on during the cure.
施加足够的压力,确保表面接触。在固化过程中保持压力。
(6) Wipe off unwanted adhesive before it cures, with a clean wiper wet with denatured alcohol. Do not let the alcohol to flow into the bond line.
在粘合剂固化前,用蘸有变性酒精的干净刷子将其擦掉。不要让酒精流入粘合线。
(7) Cure at 77°F minimum for a minimum of 6 hours, 150°F minimum for a minimum of 30 minutes, or 250°F minimum for a minimum of 15 minutes.
在77°F下固化至少6小时,在150°F下固化至少30分钟,或在250°F下固化至少15分钟。
AV. Type 87
类型87
(1) Materials
材料
(a) Adhesive — Delta Bond 152
粘合剂——Delta Bond 152
(b) Catalyst — Hardener C
催化剂——硬化剂C
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第4段的规定清洁配合表面。
(3) Fully mix 100 parts by weight of adhesive and 4.5 parts by weight of hardener C. Pot life of the mixed adhesive is approximately 4 hours below 100°F.
按重量比混合100份粘合剂和4.5份固化剂C。在100°F以下,混合后的粘合剂可使用约4小时。
(4) Apply a thin continuous layer of the mixed adhesive to each of the mating surfaces and put the parts together within 5 minutes after you apply the adhesive.
在每个配合表面涂上一层薄薄的混合粘合剂,并在涂上粘合剂后5分钟内将零件组装在一起。
(5) Apply sufficient pressure to make sure the surfaces touch. Keep the pressure on during the cure.
施加足够的压力,确保表面接触。在固化过程中保持压力。
(6) Wipe off unwanted adhesive, before it cures, with a clean wiper wet with denatured alcohol. Do not let the alcohol flow into the bond line.
在粘合剂固化前,用蘸有变性酒精的干净刷子将其擦去。不要让酒精流入粘合线。
(7) Cure at 77°F minimum for a minimum of 36 hours, 150°F minimum for a minimum of 16 hours, or 250°F minimum for a minimum of 2 hours.
最低温度为77°F时固化至少36小时,最低温度为150°F时固化至少16小时,最低温度为250°F时固化至少2小时。
AW. Type 88
类型88
(1) Materials
材料
(a) Adhesive — Delta Bond 152
粘合剂——Delta Bond 152
(b) Catalyst — Hardener D
催化剂——硬化剂D
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第4段的规定清洁配合表面。
(3) Fully mix 100 parts by weight of adhesive and 2.3 parts by weight of hardener D. Pot life of the mixed adhesive is approximately 24 hours below 100°F.
按重量比将100份粘合剂和2.3份固化剂D充分混合。在100°F以下,混合后的粘合剂可使用约24小时。
(4) Apply a thin continuous layer of the mixed adhesive to each of the faying surfaces and put the parts together within 5 minutes after you apply the adhesive.
在每个配合表面涂上一层薄薄的混合粘合剂,并在涂上粘合剂后5分钟内将零件组装在一起。
(5) Apply sufficient pressure to make sure the surfaces touch. Keep the pressure on during the cure.
施加足够的压力,确保表面接触。在固化过程中保持压力。
(6) Wipe off unwanted adhesive, before it cures, with a clean wiper wet with denatured alcohol. Do not let the alcohol flow into the bond line.
在粘合剂固化前,用蘸有变性酒精的干净刷子将其擦掉。不要让酒精流入粘合线。
(7) Cure at 77°F minimum for a minimum of 3 months, 150°F minimum for a minimum of 72 hours, or 250°F minimum for a minimum of 45 minutes.
在77°F下固化至少3个月,在150°F下固化至少72小时,或在250°F下固化至少45分钟。
AX. Type 89
类型89
WARNING :THIS ADHESIVE CONTAINS ISOCYANATES. DO NOT LET THIS ADHESIVE TOUCH THE SKIN. DO NOT BREATHE THE VAPORS. MIX AND USE THIS ADHESIVE ONLY IN AREAS THAT HAVE SUFFICIENT LOCAL EXHAUST VENTILATION.
警告:此粘合剂含有异氰酸酯。请勿让此粘合剂接触皮肤。请勿吸入蒸汽。仅在排气通风良好的区域混合和使用此粘合剂。
(1) Material — BMS 5-105, Type 2, Class 1, 2, or 3 adhesive
材料——BMS 5-105,2型,1、2或3类粘合剂
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第4段的规定清洁配合表面。
(3) Fully mix parts A and B by the manufacturer’s instructions. Useful work life of the mixed adhesive at 70-80°F is approximately as follows:
按照制造商的说明充分混合A和B零件。 混合后的粘合剂在70-80°F时的有效工作寿命大致如下:
(a) Class 1: 5-15 minutes
1级:5-15分钟
(b) Class 2: 15-70 minutes
2级:15-70分钟
(c) Class 3: approximately 1 minute
3级:约1分钟
NOTE: Work life can be decreased by material age or other factors. Work life can be increased if both components are chilled before they are mixed. But do not chill them below the dew point.
注意:工作寿命可能会因材料老化或其他因素而缩短。如果两个组件在混合前都经过冷却,则工作寿命可能会延长。但不要将它们冷却到露点以下。
(4) Apply a thin continuous layer of the mixed adhesive to each mating surface by brush, spatula, or dispensing gun. You can apply the adhesive to only one surface in these cases.
用刷子、刮刀或分配枪在每个配合面上涂上一层薄薄的连续混合胶。在这种情况下,您只能将胶涂在一个表面上。
(a) Case 1
情况 1
1) The two mating surfaces are smooth
两个配合面光滑
2) The contact area is less than 12 square inches
接触面积小于12平方英寸
3) The surfaces have a tight fit
表面紧密贴合
(b) Case 2
情况2
1) One surface is smooth (such as thermoplastic), long, and narrow (2.0 inches wide or less)
一个表面光滑(如热塑性塑料)、长且窄(2.0英寸或更窄)
2) The other surface is porous (such as honeycomb core or open-weave crushed core panel)
另一个表面多孔(如蜂窝芯或开放式编织碎芯板)
3) The mixed adhesive is applied to the smooth surface
将混合粘合剂涂在光滑的表面上
4) The mating surfaces have a tight fit
配合表面紧密贴合
(c) Case 3
情况 3
1) One surface is long and narrow (2.0 inches wide or less)
一个表面狭长(2.0 英寸或更窄)
2) The two mating surfaces are porous (such as honeycomb core or open-weave crushed core panel)
两个配合表面多孔(如蜂窝芯或开孔碎芯板)
3) The mixed adhesive is applied to the less porous surface
混合粘合剂涂在孔隙较少的表面
4) The mating surfaces have a tight fit
配合表面紧密贴合
(5) Put the surfaces together and apply pressure to make sure all of the surfaces touch completely.
将两个表面贴合在一起,并施加压力以确保所有表面完全接触。
(6) Remove the unwanted adhesive before it cures. Use a clean wiper wet with solvent. Do not let the solvent get into the bond line.
在粘合剂固化之前将其清除。使用蘸有溶剂的干净刷子。不要让溶剂进入粘合线。
(7) Cure as follows:
固化如下:

NOTE: The time for the full cure is that necessary before the parts can get in-service stress. The parts can be removed from the fixtures after the time shown, but this must not give stress to the bond or move the faying surfaces against each other during the remaining cure time period.
注意:完全固化是指零件承受工作应力之前所需的时间。零件可在所示时间后从夹具上取下,但不得在剩余的固化时间内对粘合处施加应力或使配合表面相互移动。
AY. Type 90 (Superseded by Type 12)
类型90(已被类型12取代)
AZ. Type 91 (Superseded by Types 38, 70 and 117)
类型91(被类型38、70和117取代)
BA. Type 92
类型92
WARNING :DO NOT LET THIS ADHESIVE TOUCH THE SKIN. DO NOT BREATHE THE VAPORS. MIX AND USE THIS ADHESIVE ONLY IN AREAS THAT HAVE SUFFICIENT LOCAL EXHAUST VENTILATION.
警告:请勿让此粘合剂接触皮肤。请勿吸入蒸汽。仅在排气通风良好的区域混合和使用此粘合剂。
(1) Material — BMS 5-127, Type 2, Class 2 adhesive, which has two components, adhesive and catalyst.
材料——BMS 5-127,类型2,2类粘合剂,由粘合剂和催化剂两部分组成。
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第4段的规定清洁配合表面。
(3) Preparation of adhesive.
粘合剂的制备。
(a) Shake the individual components for 5 minutes.
摇动各成分5分钟。
(b) Mix the components together. Use one of these ratios:
将各成分混合在一起。使用以下比例之一:

(c) Pot life of activated adhesive is approximately 8 hours at or below 75°F, if kept in a sealed container. Let the mixed adhesive stay in the container for 2 minutes before you use it.
活化后的粘合剂在75°F或以下温度下,如果保存在密封容器中,可使用时间约为8小时。使用前,让混合后的粘合剂在容器中放置2分钟。
(d) If you apply the adhesive by brush, no thinner is necessary, but be sure to stir the adhesive.
如果使用刷子涂抹粘合剂,无需稀释剂,但请务必搅拌粘合剂。
(e) If you spray the adhesive, add an equal part by volume of methyl ethyl ketone. Toluene can be used when methyl ethyl ketone is not available, but methyl ethyl ketone is preferred.
如果使用喷雾器,请添加等体积的甲基乙基酮。如果没有甲基乙基酮,可以使用甲苯,但甲基乙基酮是首选。
(4) Apply a continuous layer to the indicated surface by brush or spray to a dry film value of 2.0-3.0 grams per square foot.
用刷子或喷雾器在指定表面连续涂抹一层,使其干膜值为每平方英尺2.0-3.0克。
(5) Let the adhesive dry until it is not tacky, or approximately 5-10 minutes.
让粘合剂干燥,直到不粘,大约需要5-10分钟。
(6) Within 8 hours, wipe the adhesive layer with a clean wiper. Then bond the mating surfaces with heat as specified by the applicable overhaul instructions.
在8小时内,用干净的刷子擦拭粘合剂层。然后按照适用的大修说明中的规定,用加热的方式粘合配合表面。
(7) The assembly can be moved immediately.
组件可以立即移动。
BB. Type 93
类型93
(1) Material — BMS 5-95, Class B, a sealant that has two parts, base and activator
材料——BMS 5-95,B级,一种由两部分组成的密封剂,即基料和激活剂
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第4段的规定清洁配合表面。
(3) If the overhaul instructions do not give the class with a dash number, use the class with the work life which is best for your conditions (Table 3). The dash number of the class indicates the work life in hours at 72-82°F and 45-55% relative humidity.
如果大修说明中没有给出带破折号的工作寿命等级,请使用最适合您条件的带工作寿命等级(表3)。该等级的破折号表示在72-82°F和45-55%相对湿度下的工作寿命(小时)。

(4) Fully mix the base compound with its activator by the manufacturer’s instructions. Do not use a thinner.
按照制造商的说明将基料化合物与激活剂充分混合。不要使用稀释剂。
(5) Apply a thin, continuous smooth layer of the mixed adhesive to each mating surfaces. As an alternative, you can apply the adhesive to only one of the surfaces if the surface is smooth, the mating surfaces fit with a maximum gap of 0.010 inch, and sufficient adhesive is applied to make sure the other surface will be completely touched by the adhesive. On large surfaces, you can use a phenolic spreader approximately 4 inches wide with one edge beveled and notched every 1/8 inch with notches approximately 1/32 inch wide.
在每个配合表面涂上一层薄薄的、连续的、光滑的混合粘合剂。作为替代方案,如果表面光滑,配合表面的最大间隙为0.010英寸,并且涂有足够的粘合剂以确保另一表面完全被粘合剂覆盖,则可以仅在一个表面上涂粘合剂。在较大的表面上,可以使用约4英寸宽的酚醛涂抹器,其边缘呈斜面,每隔1/8英寸开一个约1/32英寸宽的凹口。
(6) Assemble the parts immediately and apply sufficient pressure to make sure the mating surfaces touch. Make sure there is a continuous bead of adhesive at the edges.
立即组装零件并施加足够的压力,确保配合表面接触。确保边缘有连续的粘合剂。
(7) Cure by the data in Table 3.
根据表3中的数据固化。
(a) The adhesive is usually cured when the hardness becomes 30 Model A Durometer Points (Shore A or Rex A).
当硬度达到30型硬度计点(肖氏A或雷氏A)时,粘合剂通常已经固化。
(b) The cure can be made faster with heat. Do not let the bond line become hotter than 140°F. Cure time will be decreased by approximately half for each 20°F increase in temperature. Temperatures colder than 75°F will much increase the required cure time.
加热可以加快固化速度。 不要让粘合线温度超过140°F。 温度每升高20°F,固化时间将缩短约一半。 温度低于75°F将大大增加所需的固化时间。
BC. Type 94
类型 94
(1) Material — BMS 5-109, Type 2, Class 2 adhesive
材料——BMS 5-109,类型 2,等级 2 粘合剂
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第 4 段的规定清洁配合表面。
(3) Mix each component before you mix them together. Then mix Part A and Part B in the proportions shown below. The pot life is approximately 40 minutes at 75°F.
在混合前先混合各成分。然后按照以下比例混合 A 部分和 B 部分。在 75°F 时,可使用时间约为 40 分钟。

(4) Apply a continuous layer of the mixed adhesive to each faying surface.
在每个配合面上涂上一层连续的混合粘合剂。
(5) Assemble the parts and apply strong, constant pressure to make sure all of the mating surfaces touch completely.
组装零件,持续用力确保所有配合面完全接触。
(6) Remove unwanted adhesive before it cures. Use a clean wiper wet with solvent. Do not let solvent get into the bond line.
在粘合剂固化前将其清除。使用蘸有溶剂的干净刷子。不要让溶剂进入粘合线。
(7) Cure under pressure as follows:
按以下条件加压固化:
(a) 7 days minimum at 60-100°F. Parts can be moved after 24 hours.
60-100°F下至少7天。24小时后零件可移动。
(b) 25 hours minimum at 110-130°F. Parts can be moved after 8 hours.
110-130°F下至少25小时。8小时后零件可移动。
(c) 9 hours minimum at 150-170°F. Then parts can be moved.
150-170°F下至少9小时。然后零件可移动。
(d) 1 hour minimum at 190-210°F. Then parts can be moved.
190-210°F下至少1小时。然后零件可移动。
BD. Type 95
类型95
CAUTION :DO NOT USE THIS ADHESIVE ON ALUMINUM PARTS. THIS ADHESIVE WILL CAUSE BAD CORROSION OF THE ALUMINUM.
注意:请勿在铝制零件上使用这种粘合剂。这种粘合剂会导致铝严重腐蚀。
(1) Materials
材料
(a) BMS 5-35, Type 1, Grade A
(b) Dayton-Granger 16307
(c) Hysol KS 4008
(d) Atacs 5016
(2) Clean the mating surfaces as specified in Paragraph 4.
按第4段所述清洁配合表面。
(3) Fully mix each part by itself. Then fully mix parts A and B until smooth, approximately 4-5 minutes. Use these proportions by weight:
分别充分混合每个零件。然后充分混合A和B部分,直到光滑,大约4-5分钟。按重量使用以下比例:
(a) BMS 5-35 — 100 of Part A to 6.3 of Part B.
BMS 5-35——A 部分的 100 份与 B 部分的 6.3 份混合。
(b) 16307 — 10 of Part A to 1 of Part B.
16307——A 部分的 10 份与 B 部分的 1 份混合。
(c) KS4008 and 5016 — 17 of Part A to 1 of Part B.
KS4008 和 5016——A 部分的 17 份与 B 部分的 1 份混合。
(4) Pot life of mixed BMS 5-35 adhesive is 30 minutes below 80°F. For the other Type 95 adhesives, it is 60 minutes below 80°F.
混合后的BMS 5-35粘合剂的使用时间为30分钟(低于80°F)。对于其他类型95粘合剂,使用时间为60分钟(低于80°F)。
(5) Apply a continuous layer of mixed adhesive, approximately 0.020 inch thick, to each faying surface.
在每个配合表面涂上一层约0.020英寸厚的连续的混合粘合剂。
(6) Put the parts together and apply strong, continuous pressure to make the mating surfaces touch. The space between the mating surfaces must be filled with adhesive to be sure of good electrical conductivity.
将零件组合在一起,持续用力,使配合表面接触。配合表面之间的空隙必须用粘合剂填满,以确保良好的导电性。
(7) Remove unwanted adhesive before it cures. Use a clean wiper wet with solvent. Do not let solvent get into the bond line.
在粘合剂固化前将其清除。使用蘸有溶剂的干净刷子。不要让溶剂进入粘合线。
(8) Cure under pressure as follows:
按以下条件加压固化:
(a) 48 hours minimum at 55-65°F
55-65°F下至少固化48小时
(b) 24 hours minimum at 70-80°F
70-80°F下至少固化24小时
(c) 3 hours minimum at 125-135°F
125-135°F下至少固化3小时
(d) 1 hour minimum at 145-155°F
145-155°F下至少固化1小时
(e) 45 minutes minimum at 155-165°F
155-165°F下至少固化45分钟
BE. Type 96
类型96
WARNING :THIS ADHESIVE CONTAINS ISOCYANATES. DO NOT LET THIS ADHESIVE TOUCH THE SKIN. DO NOT BREATHE THE VAPORS. MIX AND USE THIS ADHESIVE ONLY IN AREAS THAT HAVE SUFFICIENT LOCAL EXHAUST VENTILATION.
警告:此粘合剂含有异氰酸酯。请勿让此粘合剂接触皮肤。请勿吸入蒸汽。仅在排气通风良好的区域混合和使用此粘合剂。
(1) Material — BMS 5-105, Type 3 adhesive
材料——BMS 5-105,3型粘合剂
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第4段所述清洁配合表面。
(3) Fully mix the base resin and catalyst by the manufacturer’s instructions. In a container, the pot life is approximately 3-4 minutes at 70-80°F.
按照制造商的说明充分混合基料树脂和催化剂。在70-80°F的温度下,混合后的粘胶在容器中的可使用时间约为3-4分钟。
(4) Apply a thin, continuous layer of the mixed adhesive to each mating surface by brush, spatula, or automatic mix and dispense spray equipment.
用刷子、刮刀或自动混合分配喷雾设备在每个配合表面涂上一层薄薄的连续混合粘胶。
(5) Put the parts together and apply sufficient pressure to make sure all of the mating surfaces touch completely. Let the adhesive come out at the edges.
将零件放在一起,并施加足够的压力,确保所有配合表面完全接触。让粘合剂从边缘溢出。
(6) Remove unwanted adhesive before it cures. Use a clean wiper wet with solvent. Do not let solvent get into the bond line.
在固化之前,清除多余的粘合剂。使用蘸有溶剂的干净刷子。不要让溶剂进入粘合线。
(7) Cure under pressure for 15 minutes minimum at 70-80°F or 7 minutes at 95-150°F before you remove the pressure and move the parts. Let the cure continue for 24 hours at 70-80°F or 4 hours at 150-170°F before you put stress on the bond or move the faying surfaces against each other.
在70-80°F(21-26°C)下,至少加压固化15分钟,或在95-150°F(35-65°C)下,加压固化7分钟,然后释放压力并移动零件。在70-80°F(21-26°C)下,让粘合剂继续固化24小时,或在150-170°F(65-77°C)下,继续固化4小时,然后对粘合处施加压力或让配合表面相互接触。
BF. Type 97
类型97
WARNING :THIS ADHESIVE CONTAINS CHLORINATED SOLVENTS. DO NOT BREATHE THE VAPORS. USE ONLY IN AREAS THAT HAVE SUFFICIENT EXHAUST VENTILATION. KEEP THE CONTAINER TIGHTLY CLOSED WHEN IT IS NOT USED.
警告:本品含有氯化溶剂。请勿吸入蒸汽。仅在排气通风良好的区域使用。不使用时,请保持容器密闭。
(1) Material — Scotch Grip 4550 or Aerosol Spray Adhesive 74
材料——Scotch Grip 4550或气雾剂74
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第4段所述清洁配合表面。
(3) Fully mix Scotch Grip 4550 adhesive before you use it. A thinner is not necessary to brush or spray this adhesive. If a thinner is necessary, use naphtha.
使用前充分混合Scotch Grip 4550粘合剂。无需稀释剂即可刷涂或喷涂这种粘合剂。如果需要稀释剂,请使用石脑油。
(4) Application and Bonding
应用和粘合
(a) Spraying
喷涂
1) Use Aerosol Spray Adhesive 74, or use low pressure spray equipment to apply Scotch Grip 4550. Only 2-5 psi fluid pressure and 10-15 psi atomization pressure is necessary.
使用Aerosol Spray Adhesive 74,或使用低压喷雾设备喷涂Scotch Grip 4550。只需2-5 psi的流体压力和10-15 psi的雾化压力。
2) Apply a light spray layer of adhesive to each mating surface and let dry until tacky (15-30 seconds).
在每个配合表面喷上一层薄薄的粘合剂,待其干燥至有粘性(15-30秒)。
3) Push the coated surfaces tightly together within 4 minutes maximum after you apply the adhesive.
在涂上粘合剂后,在最多4分钟内将涂有粘合剂的表面紧密贴合。
(b) Brush or Roller
刷涂或辊涂
1) Apply a smooth layer of adhesive to each mating surface and let dry until tacky (15-30 seconds).
在每个配合表面涂上一层光滑的粘合剂,待其干燥至有粘性(15-30秒)。
2) Push the coated surfaces tightly together within 4 minutes maximum after you apply the adhesive.
在涂上粘合剂后,在最多4分钟内将涂有粘合剂的表面紧密贴合。
(5) When the areas to get the adhesive are large, or when the mating surfaces are impermeable, solvent could be caught. In this situation, let the adhesive layer dry until it is tack free. Then, immediately before you put the parts together, wipe one surface lightly with clean wipers wet with naphtha.
当需要粘合的区域较大,或者配合表面不透气时,可能会粘上溶剂。在这种情况下,让粘合线干燥,直到不粘。然后,在将零件组装在一起之前,立即用蘸有石脑油的干净刷子轻轻擦拭一个表面。
(6) You can move the parts immediately, but do not put stress on the bond for 24 hours.
您可以立即移动零件,但24小时内不要对粘合处施加压力。
(7) Remove unwanted adhesive with methyl ethyl ketone, denatured alcohol or naphtha. Do not let the solvent get into the bond line.
用甲基乙基酮、变性酒精或石脑油清除多余的粘合剂。不要让溶剂进入粘合线。
(8) You can quickly remove adhesive from your fingers with a good waterless hand cleaner.
可以用优质无水洗手液快速清除手上的粘合剂。
BG. Type 98
类型 98
(1) Material — RTV 133 adhesive
材料——RTV 133 粘合剂
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第 4 段所述清洁配合表面。
(3) Apply a continuous layer of adhesive to one or each mating surface. Be careful not to apply the adhesive outside the bond area if the area will be subsequently finished.
在一个或每个配合面上涂上一层连续的粘合剂。如果配合区域随后要进行表面处理,请注意不要将粘合剂涂在配合区域之外。
(4) Put the parts together in 2 hours or less, because after that time the adhesive layer will get a skin which will prevent a good bond.
在2小时或更短时间内将零件组装在一起,因为超过这个时间粘合剂层会结皮,从而影响粘合效果。
(5) Apply sufficient pressure to make sure the surfaces touch, but not to let too much adhesive come out. A minimum bond line thickness of 0.015 inch gives best results.
施加足够的压力以确保表面接触,但不要让过多的粘合剂溢出。粘合线的最小厚度为0.015英寸,可获得最佳效果。
(6) Let the adhesive cure under pressure for a minimum of 24 hours at 65-100°F and 20 percent minimum relative humidity.
在65-100°F的温度和20%的最低相对湿度下,让粘合剂在压力下固化至少24小时。
BH. Type 99 (Deleted)
类型99(已删除)
BI. Type 100
类型100
WARNING :THIS ADHESIVE CAN CAUSE RESPIRATORY, EYE, AND SKIN IRRITATION. USE POSITIVE FRESH AIR VENTILATION, AIR-SUPPLIED HOOD, OR A CHEMICAL CANISTER FACE MASK. DO NOT BREATHE THE VAPORS. KEEP THE ADHESIVE AWAY FROM EYES, SKIN OR CLOTHING. IF THIS ADHESIVE GETS ON THE SKIN OR IN THE EYES, IMMEDIATELY FLUSH THE SKIN OR EYES WITH WATER FOR AT LEAST 15 MINUTES. IF THE ADHESIVE GOT INTO THE EYES, GET MEDICAL ATTENTION.
警告:此粘合剂可能引起呼吸道、眼睛和皮肤不适。请使用正压通风、供气面罩或化学罐式面罩。请勿吸入蒸汽。使粘合剂远离眼睛、皮肤或衣物。如果这种粘合剂沾到皮肤或眼睛上,立即用水冲洗皮肤或眼睛至少15分钟。如果粘合剂进入眼睛,请就医。
(1) Materials
材料
(a) Adhesive — Versilock 202
粘合剂——Versilock 202
(b) Catalyst — Accelerator No. 4
催化剂——4号促进剂
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第4段的规定清洁配合表面。
(3) Brush apply a very thin layer of catalyst to each mating surface. If a thinner is necessary, mix 2 parts catalyst with 1 part methylene chloride.
在每个配合表面刷上一层极薄的催化剂。如果需要稀释剂,可将2份催化剂与1份二氯甲烷混合。
(4) Let this layer fully dry. A minimum of 1 minute is necessary.
让这一层完全干燥。至少需要1分钟。
(5) With a brush, quickly apply a 0.010-0.020 inch thick layer of adhesive to one mating surface. You must do this quickly because the cure starts immediately when the adhesive touches the catalyst.
用刷子在其中一个配合面上快速涂抹0.010-0.020英寸厚的粘合剂。必须快速涂抹,因为粘合剂一接触到催化剂就会立即固化。
(6) Immediately put the parts together. Hold them together with tape, or light pressure, for a minimum of 5 minutes.
立即将零件组装在一起。用胶带或轻压将它们固定在一起,至少5分钟。
(7) Cure for 24 hours minimum to get the best results.
至少固化24小时,以获得最佳效果。
(8) You can remove uncured beads of adhesive with a dry wiper. If you let these beads stay, apply catalyst on the beads with a brush to cure them.
可以用干刷子清除未固化的胶珠。如果胶珠不清除,可用刷子在胶珠上涂抹催化剂使其固化。
BJ. Type 101
类型 101
(1) Material — Parabond M-4277
材料——Parabond M-4277
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第4段的规定清洁配合表面。
(3) Do not use adhesive if it contains lumps or is too thick. Keep the container tightly closed when not in work.
请勿使用含有块状或过稠的粘合剂。不使用时,请保持容器密闭。
(4) With a brush or roller, apply a continuous layer of adhesive to each mating surface.
用刷子或滚筒在每个配合表面涂上一层连续的粘合剂。
(5) Let the adhesive dry until it becomes tacky, but will not get on your knuckle when you touch it lightly to the adhesive layer.
让粘合剂干燥,直到变得有粘性,但轻轻触摸粘合剂层时不会粘到指关节上。
(6) Put the parts together and apply sufficient pressure to make sure the surfaces fully touch. Do not make air pockets.
将零件组装在一起,并施加足够的压力,以确保表面完全接触。不要形成气穴。
(7) Wipe off unwanted adhesive with a clean wiper. If necessary, wet the wiper with water. Do not let water get into the bond line.
用干净的刷子子擦去多余的粘合剂。 如有必要,用水润湿刷子。 不要让水进入粘合线。
(8) Cure under pressure for a minimum of 1 hour at 65-100°F before you move the parts. Full bond strength will come in 24 hours.
在移动零件前,在65-100°F的压力下固化至少1小时。24小时后粘合强度达到最大。
(9) Clean the adhesive from tools, clothing, or carpet with soapy water then wipe them with a rag wet with chlorinated solvent.
用肥皂水清洗工具、衣物或地毯上的粘合剂,然后用蘸有氯化溶剂的抹布擦拭。
(10) Refer to BAC5010 for procedures about tests for heat release and smoke generation.
有关热释放和烟雾生成测试的步骤,请参阅BAC5010。
BK. Type 102
类型102
(1) Materials
材料
(a) Base — 515 X 346
基料——515 X 346
(b) Catalyst — 910 X 520
催化剂——910 X 520
(c) Solvent reducer — 020 – 702
溶剂稀释剂——020 – 702
(2) Type 102 is only a primer which is applied to the parts before you apply adhesive.
类型102只是底漆,在涂胶之前涂在零件上。
(3) Clean the aluminum surfaces as specified in BAC5010 par. 8.1.3.17, which uses a special surface treatment with hydrogen fluoride and an Alodine 1200 or 1200S chemical conversion coating.
按照BAC5010第8.1.3.17段的规定清洁铝表面,该段使用氟化氢和Alodine 1200或1200S化学转化涂层进行特殊表面处理。
(4) Before you use the materials, fully mix the base component in its container. Then mix the three components together in the proportions of 4 parts base, 1 part catalyst, and 4 parts solvent reducer.
使用材料前,将基料成分充分混合于容器中。然后按照4份基料、1份催化剂和4份溶剂稀释剂的配比将三种成分混合。
(5) Let the mixed primer wait 30 minutes before you use it. Pot life of the mixed primer is 8 hours at 77°F.
混合后的底漆需静置30分钟方可使用。混合后的底漆在77°F时的可使用时间为8小时。
(6) Spray apply a thin smooth layer of the mixed primer to give a dry layer thickness of 0.0002-0.0008 inch (0.2-0.8 mil). If a second layer is necessary, let the first layer dry a minimum of one hour.
喷涂一层薄薄的混合底漆,使其干燥后的厚度为0.0002-0.0008英寸(0.2-0.8密耳)。如果需要喷涂第二层,则第一层至少需要干燥一个小时。
(7) Let the primer layer air dry 60 minutes minimum at 67-75°F before you apply the adhesive. Keep the primer layer surfaces dry and give them protection from contamination and ultraviolet light. Be sure to apply the adhesive in 7 days or less. Do not wipe the primer layer with solvent before you bond the parts.
在涂胶前,让底漆层在67-75°F的温度下风干至少60分钟。保持底漆层表面干燥,防止污染和紫外线照射。确保在7天或更短时间内涂胶。在粘合零件前,不要用溶剂擦拭底漆层。
(8) Bond the parts with the adhesive specified by the applicable overhaul instructions.
用适用的大修说明中指定的胶粘剂粘合零件。
BL. Type 103
类型 103
(1) Material — Armstrong 520 adhesive
材料——Armstrong 520 粘合剂
(2) Clean the mating surfaces as specified in Paragraph 4. Make sure the air temperature is above 40°F.
按照第 4 段的规定清洁配合表面。确保气温高于 40°F。
(3) Fully mix the adhesive.
充分混合粘合剂。
(4) With a brush, apply a thin, smooth layer of the adhesive on each mating surface.
用刷子在每个配合表面涂上一层薄薄的、光滑的粘合剂。
(5) Let the adhesive air dry until it is dry when touched, but tacky under light pressure. Approximately 3-10 minutes will be necessary. Do not let the layers dry more than 20 minutes.
让粘合剂风干,直到触摸时变干,但轻压时仍粘稠。大约需要3-10分钟。请勿让各层干燥超过20分钟。
(6) Because this adhesive bonds immediately when the layers touch, make sure the mating surfaces are correctly aligned before you put the surfaces together. Put the faying surfaces together tightly, and make sure all of the surfaces touch completely.
由于各层接触时粘合剂会立即粘合,因此在将表面组合在一起之前,请确保配合表面正确对齐。将配合表面紧密组合在一起,并确保所有表面完全接触。
(7) You can move the assembly immediately.
您可以立即移动组件。
BM. Type 104 (Superseded by Type 48)
类型 104(被类型 48 取代)
BN. Type 105
类型 105
(1) Material — Isochem S-100LV adhesive
材料——Isochem S-100LV 粘合剂
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第 4 段所述清洁配合表面
(3) Apply a thin layer of adhesive to each mating surface.
在每个配合表面涂上一层薄薄的粘合剂。
(4) Align the mating surfaces and put them together. Apply light, continuous pressure with clamps or other such tools. Do not use too much pressure on ferrite-core material, or it could break.
对齐配合表面,将它们放在一起。用夹具或其他类似工具轻轻持续加压。不要对铁氧体材料施加太大压力,否则可能会使其断裂。
(5) Cure with constant pressure for a minimum of 1 hour at 290-310°F. Keep the pressure on the bond line until the assembly cools to 60-80°F.
在290-310°F的温度下持续加压固化至少1小时。保持对粘合线的压力,直到组件冷却到60-80°F。
(6) Wipe off unwanted adhesive before it cures. Use a clean wiper wet with solvent. Do not let the solvent get into the bond line.
在固化前,清除多余的粘合剂。使用用溶剂湿润的干净刷子。不要让溶剂进入粘合线。
BO. Type 106
类型 106
(1) Material — BMS 5-109, Type 1, Class 1, Grade B adhesive
材料——BMS 5-109,类型 1,等级 1,等级 B 粘合剂
(2) Clean the mating surface as follows:
按如下方法清洁配合表面:
(a) If the surface has BMS 5-89 primer on it, rub with wipers wet with methyl ethyl ketone or methyl propyl ketone. Immediately wipe dry with a clean, dry wiper. Do not let the solvent air dry. Do this procedure one more time.
如果表面有BMS 5-89底漆,请用蘸有甲基乙基酮或甲基丙基酮的刷子擦拭。立即用干净的干刷子擦干。不要让溶剂风干。重复此步骤一次。
(b) Clean all other mating surfaces as specified in Paragraph 4.
按照第4段的规定清洁所有其他配合表面。
(3) Mix each component of the adhesive by itself. Then mix together 96-104 weight parts of Part A with 21-25 weight parts of Part B. Pot life of the mixed adhesive is 30 minutes at 75°F.
将粘合剂的各成分分别混合。然后按重量比将96-104份的A部分与21-25份的B部分混合。在75°F下,混合后的粘合剂可使用时间为30分钟。
(4) Apply a continuous, smooth layer of mixed adhesive to each mating surface.
在每个配合表面涂上一层连续、光滑的混合粘合剂。
(5) Put the parts together. Hold them together with pressure of 5-10 psi to make sure all of the mating surfaces touch completely.
将零件组合在一起。用5-10 psi的压力将它们压在一起,确保所有配合表面完全接触。
(6) Cure with this pressure for one of these minimum times before you move or use the assembly.
在移动或使用组件前,在压力下固化至少以下时间:
(a) 72 hours at 60-90°F
60-90°F下72小时
(b) 24 hours at 110-130°F
110-130°F下24小时
(c) 12 hours at 140-160°F
140-160°F下12小时
(d) 2 hours at 190-210°F
190-210°F下2小时
(7) Wipe off unwanted adhesive before it cures. Use a clean wiper wet with solvent. Do not let the solvent get into the bond line.
在固化前将多余的粘合剂清除。使用蘸有溶剂的干净刷子。不要让溶剂进入粘合线。
BP. Type 109
类型109
NOTE: This adhesive will not bond to heat cured (peroxide cured) rubber, such as BMS 1-54, 1-57, 1-59 (obsolete), 1-63 (obsolete).
注意:这种粘合剂不能粘结热固化(过氧化物固化)橡胶,如BMS 1-54、1-57、1-59(已过时)、1-63(已过时)。
(1) Material
材料
(a) Grade 1 — RTV 6702 adhesive
1级——RTV 6702粘合剂
(b) Grade 2 — RTV 6708 adhesive
2级——RTV 6708粘合剂
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第4段的规定清洁配合表面。
(3) Apply a continuous layer of the adhesive to one or each surfaces to be bonded. Do not let the adhesive get outside of the bond area if the surface will subsequently be finished.
在一个或每个待粘合的表面涂上一层连续的粘合剂。如果表面随后要进行表面处理,请勿让粘合剂溢出粘合区域。
(4) Put the faying surfaces together as quickly as possible after you apply the adhesive. If the adhesive is open to the air for more than a few minutes, it will get a skin on it which will prevent a good bond.
涂上粘合剂后,尽快将配合面贴合在一起。如果粘合剂暴露在空气中超过几分钟,就会结皮,从而影响粘合效果。
(5) Apply sufficient pressure to make sure the faying surfaces touch, but not too much, or too much adhesive will come out. A minimum bond line thickness of 0.015 inch (0.15 mil) gives the best results.
施加足够的压力以确保配合面接触,但不要施加太多压力,否则过多的粘合剂会流出。粘合线的最小厚度为0.015英寸(0.15密耳),效果最佳。
CAUTION :THIS ADHESIVE MUST ABSORB MOISTURE FROM THE AIR FOR THE CURE. THE BOND LINE MUST NOT BE KEPT AWAY FROM THE AIR. IF THE SURFACE DOES NOT LET MOISTURE THROUGH, ALL POINTS IN THE BOND MUST BE 1/2 INCH OR LESS FROM AN OUTER EDGE.
注意:这种粘合剂必须从空气中吸收水分才能固化。粘合线不能远离空气。如果表面不让水分通过,粘合点必须距离外缘1/2英寸或更短。
(6) Cure with this pressure for 24 hours minimum at 65-100°F. A minimum of 20% relative humidity is necessary.
在65-100°F的温度下,以该压力固化至少24小时。相对湿度至少为20%。
BQ. Type 110
类型110
(1) Material — MIL-S-83474 adhesive
材料——MIL-S-83474粘合剂
NOTE: Types 2 and 3 must be kept in refrigerated storage below -40°F.
注:类型2和3必须冷藏在-40°F以下。
(a) Type 1 — Two-component paste
类型 1——双组分膏状物
(b) Type 2 — Pre-catalyzed sheets (0.03, 0.06 or 0.10 inch thick)
类型 2——预催化片材(厚度为 0.03、0.06 或 0.10 英寸)
(c) Type 3 — Pre-catalyzed tubes
类型 3——预催化管
(2) Temporarily put the parts together to see how much joint filler could be necessary.
临时将零件组装在一起,以确定需要多少配合填充剂。
(3) Disassemble the parts and remove burrs from the holes.
分解零件并清除孔中的毛刺。
(4) Clean the mating surfaces as specified in Paragraph 4.
按照第4段的规定清洁配合表面。
(5) Apply parting agent to surfaces as specified by the overhaul instructions. If the instructions tell you to use a parting agent but do not give the material or the cure, use Frekote 710NC parting agent and let it cure for 20 minutes minimum at 60-100°F.
根据大修说明在零件表面涂上分离剂。如果说明要求使用分离剂,但没有给出材料或固化条件,请使用 Frekote 710NC 分离剂,并在 60-100°F 下至少固化 20 分钟。
(6) Prepare the adhesive.
准备粘合剂。
(a) Type 1 — Heat the base component to 95-115°F. Then mix 100 weight parts of base with 2.2 weight parts of catalyst. Pot life of the mixed adhesive is 40-60 minutes below 80°F.
类型 1——将基料成分加热到 95-115°F。然后按重量比将 100 份的基料成分与 2.2 份的催化剂混合。在 80°F 以下,混合后的粘合剂的使用时间为 40-60 分钟。
(b) Types 2, 3 — Let the adhesive thaw. You can put the adhesive in 110-130°F water for 8-10 minutes. It is not necessary to mix the adhesive material before you use it.
类型 2、3——让粘合剂解冻。您可以将粘合剂放入 110-130°F 的水中 8-10 分钟。使用前无需混合粘合剂。
(7) Apply the adhesive.
涂抹粘合剂。
(a) Types 1, 3: Use a sealant gun and nozzle or a spatula. Be careful not to make air bubbles.
类型 1、3:使用密封胶枪和喷嘴或抹刀。注意不要产生气泡。
(b) Type 2: Apply the sheet material in layers as necessary. You can use a spatula to push the adhesive into the part contours.
类型2:根据需要分层涂抹片状材料。您可以使用抹刀将粘合剂推入零件轮廓。
(c) Use methyl ethyl ketone as necessary to keep the tools clean.
根据需要使用甲基乙基酮保持工具清洁。
(8) Put the parts together and hold them together with clamps or equivalent equipment. Fasteners can be tightened to approximately one-third of the final torque value if this will not bend the areas without fasteners.
将零件组合在一起,并用夹具或类似设备固定。如果不会使没有紧固件的区域弯曲,则可将紧固件拧紧至最终扭矩值的约三分之一。
(9) Cure the unit for 36 hours minimum at 70-100°F, or 3 hours minimum at 150-180°F.
在70-100°F的温度下固化至少36小时,或在150-180°F的温度下固化至少3小时。
(10) Drill holes for fasteners as necessary.
根据需要为紧固件钻孔。
(11) If you used a parting agent, clean the surfaces as follows:
如果使用了分离剂,请按以下步骤清洁表面:
(a) Surfaces with Type 60 adhesive primer less than 7 days old
60型粘合剂底漆使用时间少于7天的表面
1) If the surfaces were kept clean and free from contamination, it is not necessary to clean them more.
如果表面保持清洁且没有污染,则无需进一步清洁。
2) If the surfaces have contamination, let them cure a minimum of 7 days and do the procedure of Paragraph 6.BQ.(11)(b).
如果表面有污染,则应使其固化至少 7 天,然后执行第 6.BQ.(11)(b) 段规定的程序。
(b) Surfaces with Type 60 adhesive primer more than 7 days old.
60 类型粘合剂底漆使用时间超过 7 天的表面。
1) Do not use an abrasive on the surface.
请勿在表面上使用研磨剂。
2) Solvent clean the surfaces by the Final Cleaning procedure of SOPM 20-30-03.
按照SOPM 20-30-03的最终清洁程序用溶剂清洁表面。
(12) Disassemble the parts. Remove burrs from holes and cut off unwanted adhesive as necessary.
分解零件。去除孔中的毛刺,必要时切除多余的粘合剂。
(13) Put the parts back together, if necessary, and tighten all fasteners as specified by the overhaul instructions.
必要时,将零件重新组装在一起,并按照大修说明中的规定拧紧所有紧固件。
BR. Type 111
类型 111
(1) Material — BMS 5-141 adhesive, which comes in two parts: Part A, a gray paste, and Part B, a black liquid.
材料——BMS 5-141 粘合剂,分为两部分:A 部分为灰色膏状物,B 部分为黑色液体。
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第 4 段的规定清洁配合表面。
(3) Mix each component of the adhesive until smooth. Then mix 97-103 weight parts of Part A with 16.5-17.5 weight parts of Part B. Pot life of a pound of the mixed adhesive is approximately 60 minutes below 75°F. As an option, when bond thickness control is used, you can mix up to 1 percent by weight glass beads with Part B before you mix Parts A and B together.
将粘合剂的各成分混合均匀。然后按重量比将97-103份的A部分与16.5-17.5份的B部分混合。在75°F以下,一磅混合粘合剂的使用时间约为60分钟。作为选项,当使用粘接厚度控制时,您可以在将A和B部分混合在一起之前,将重量为1%的玻璃珠与B部分混合。
(4) Apply a smooth, continuous layer of mixed adhesive to each mating surface. If the surface is carbon composite or porous, remove unwanted adhesive with a scraper, apply it again to the surface, and work it into the surface. Do this until the surface is completely covered by the adhesive.
在每个配合表面涂上一层光滑、连续的混合粘合剂。 如果表面是碳复合材料或多孔材料,请用刮刀去除多余的粘合剂,将其重新涂在表面上,并使其渗入表面。重复此步骤,直到表面完全被粘合剂覆盖。
(5) Put the surfaces together and apply pressure of 5-10 psi to make sure the surfaces fully touch. Make sure there is a continuous bead of adhesive on the outer edges of the joint.
将两个表面贴合在一起,施加5-10 psi的压力,确保两个表面完全接触。确保接缝的外边缘有一圈连续的胶条。
(6) Remove unwanted adhesive, before it cures, with a clean wiper wet with solvent. Do not let the solvent get into the bond line.
在粘合剂固化之前,用蘸有溶剂的干净刷子将多余的清除。不要让溶剂进入粘合线。
(7) Examine the bond and fill voids or undercuts with adhesive.
检查粘接情况,并用粘合剂填充空隙或底切。
(8) Cure under pressure at a minimum time for a temperature from Figure 4 before you move the parts.
在移动零件之前,在图4所示温度最短时间下,在压力下固化。
BS. Type 112
类型112
(1) Material — Bostik 8657 adhesive
材料——Bostik 8657粘合剂
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第4段的规定清洁配合表面。
(3) Do not use adhesive which contains lumps or is too thick. Keep the container tightly closed when not in work.
请勿使用含有块状或过稠的粘合剂。不使用时,保持容器密闭。
(4) Apply a continuous layer of adhesive to each mating surface with a brush or roller.
用刷子或滚筒在每个配合面上涂上一层连续的粘合剂。
(5) Let the adhesive layer dry until it is tacky, but will not get on your knuckle when you touch it lightly to the layer.
让粘合剂层干燥,直到变得有粘性,但轻轻触碰时不会粘到指关节上。
(6) Put the surfaces together while the adhesive is tacky, and apply sufficient pressure to make sure the surfaces fully touch. Do not make air pockets.
在粘合剂有粘性时,将两个表面放在一起,并施加足够的压力,确保两个表面完全接触。不要形成气穴。
(7) Remove unwanted adhesive with a clean wiper, wet with water if necessary. Do not let water get into the bond line. Adhesive can be removed from tools and carpet nap with soap and water solution followed by a rag wet with a chlorinated solvent.
用干净的刷子清除多余的粘合剂,必要时可用水打湿。不要让水进入粘合线。粘合剂可用肥皂水清除,然后用蘸有氯化溶剂的抹布擦拭工具和地毯绒毛。
(8) Cure at 65-100°F for 1 hour minimum before you do more work on the parts. Full bond strength will come in 24 hours.
在零件上继续作业前,至少要在65-100°F的温度下固化1小时。24小时后粘合强度达到最大。
(9) Refer to BAC5010 for procedures about tests for heat release and smoke generation.
有关热释放和烟雾生成测试的程序,请参考 BAC5010。
BT. Type 113
类型 113
(1) Material — EA9396 adhesive, which has a base and a catalyst.
材料——EA9396 粘合剂,由基料和催化剂组成。
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第 4 段所述清洁配合表面。
(3) Prepare the adhesive.
准备粘合剂。
(a) Remove the adhesive from refrigerated storage, but do not open the containers until they warm to room temperature.
从冷藏室取出粘合剂,但不要打开容器,直到它们变暖到室温。
CAUTION :DO NOT MIX THE BASE WITH THE CATALYST IN QUANTITIES LARGER THAN 250 GRAMS, OR HEAT BUILDUP WILL CAUSE UNCONTROLLED DECOMPOSITION OF THE MIXED ADHESIVE.
注意:不要将基料与催化剂混合超过250克,否则热量积聚会导致混合粘合剂失控分解。
(b) Mix 100 weight parts base with 30 weight parts catalyst in a container you can discard. Pot life of the mixed adhesive is approximately 60 minutes below 80°F.
在一个可以丢弃的容器中,按重量比将100份的基料与30份的催化剂混合。在80°F以下,混合后的粘合剂的使用时间约为60分钟。
(4) Apply a continuous layer of mixed adhesive to each mating surface.
在每个配合表面连续涂抹一层混合后的粘合剂。
(5) Put the surfaces together and apply strong, constant pressure to make sure the surfaces fully touch. If possible, use clamps or equivalent devices to keep the pressure constant. When you bond two surfaces, make sure there is a continuous bead of adhesive at all outer edges of the bond joint. If you see voids or gaps along the edges of the joint, fill them with adhesive until they are flush.
将两个表面贴合在一起,持续用力确保两个表面完全接触。如有可能,请使用夹具或类似装置保持压力恒定。粘合两个表面时,请确保粘合处所有外边缘都有连续的粘合剂。如果看到粘合处边缘有空隙或缝隙,请用粘合剂填充,直到边缘齐平。
(6) Remove unwanted adhesive, before it cures, with a clean wiper wet with solvent. Do not let the solvent get into the bond line.
在粘合剂固化前,用蘸有溶剂的干净刷子将多余的清除。不要让溶剂进入粘合线。
(7) Cure for 5-7 days at 67-87°F, or 1 hour minimum at 150-180°F.
在67-87°F的温度下固化5-7天,或在150-180°F的温度下至少固化1小时。
BU. Type 116
类型116
(1) Material — BMS 5-142, Class B-2 adhesive.
材料——BMS 5-142,B-2级粘合剂。
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第4段所述清洁配合表面。
(3) Mix the base with the activator by the manufacturer’s instructions. Do not use a thinner. Pot life of the mixed adhesive is approximately 2 hours below 80°F.
按照制造商的说明将基料与激活剂混合。请勿使用稀释剂。在80°F以下,混合粘合剂的使用时间约为2小时。
(4) Apply a thin, continuous layer of the mixed adhesive to each mating surface. On large surfaces, you use a phenolic spreader approximately 4 inches wide with one edge beveled and notched approximately every 1/8 inch with notches approximately 1/32 inch wide.
在每个配合面上涂上一层薄薄的、连续的混合粘合剂。在较大的表面上,使用约4英寸宽的酚醛涂抹器,其边缘呈斜面,每隔1/8英寸开一个约1/32英寸宽的凹口。
(5) Put the parts together immediately, and apply sufficient pressure to make sure the surfaces fully touch. Make sure there is a continuous bead of adhesive along the outer edges of the joint.
立即将零件组装在一起,并施加足够的压力以确保表面完全接触。确保接缝的外边缘有一圈连续的粘合剂。
(6) Cure at 60-80°F
在60-80°F下固化
(a) The parts can be moved after 48 hours minimum.
至少48小时后,零件可以移动。
(b) The adhesive is usually cured when the hardness becomes 30 Model A Durometer points (Shore A or Rex A).
当硬度达到30型A硬度计点(肖氏A或雷氏A)时,粘合剂通常已经固化。
(c) The cure can be made faster with heat. Do not let the bond line become hotter than 140°F. Cure time will be decreased by approximately half for each 20°F increase in temperature.
加热可以加快固化速度。 不要让粘合线温度超过140°F。 温度每升高20°F,固化时间将缩短约一半。
BV. Type 117
类型 117
(1) Material — BMS 5-92, Type 5, Class 1 or 2 adhesive
材料——BMS 5-92,类型 5,1 类或 2 类粘合剂
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第 4 段的规定清洁配合表面。
(3) Before you mix and use this adhesive, you can heat it to make application easier, as follows:
在混合和使用这种粘合剂之前,可以加热粘合剂,使其更容易使用,具体如下:
(a) Class 1, EC2615B/A unmixed adhesive can be heated to 93°F maximum for 8 hours maximum.
1级,EC2615B/A未混合粘合剂可以加热到93°F,最长8小时。
(b) Class 2, EC2615B/A LW unmixed adhesive can be heated to 125°F maximum for 8 hours maximum.
2级,EC2615B/A LW未混合粘合剂可以加热到125°F,最长8小时。
(4) Mix 49 weight parts of Part A with 100 weight parts of Part B until the color is continuous.
按重量比将49份的A部分与100份的B部分混合,直到颜色均匀。
(a) If the adhesive is supplied in dual cartridges with mixing nozzles, apply and discard a bead of adhesive approximately equal to the length and diameter of the mixing nozzle. Make sure the adhesive comes out of each side of the cartridge with a smooth, free flow.
如果粘合剂以带有混合喷嘴的双筒形式提供,则涂抹并丢弃大约与混合喷嘴长度和直径大致相同的粘合剂。确保粘合剂从筒的两侧流出,且流动顺畅。
(b) Pot life of BMS 5-92, Type 5 adhesive:
BMS 5-92, 类型5粘合剂的使用时间:
1) Class 1:
1级:
a) Not heated: 20 minutes at 60-80°F
未加热:20分钟,60-80°F
b) Heated (Paragraph 6.BV.(3)) and supplied as a bead 0.5 inch maximum diameter: 15 minutes
加热(第6.BV.(3)段)并作为直径最大为0.5英寸的胶珠供应:15分钟
2) Class 2:
2级:
a) EC2615B/A LA, white or charcoal in 50 ml cartridges with 1/4 inch 21 element nozzles or 200 ml cartridges with 3/8 inch 18 element nozzles: See Figure 5.
EC2615B/A LA,白色或炭黑色,带1/4英寸21元件喷嘴的50毫升胶筒,或带3/8英寸18元件喷嘴的200毫升胶筒:见图5。
b) Heated (Paragraph 6.BV.(3)): 2 hours.
加热(第 6.BV.(3)段):2 小时。
(5) Do not apply this adhesive when the room temperature is lower than 60°F or higher than 97°F. Discard the adhesive when it does not extrude easily or when it becomes too thick to work.
请勿在室温低于 60°F 或高于 97°F 时使用此粘合剂。当粘合剂不易挤出或变得太稠而无法使用时,请丢弃。
(6) Apply a thick continuous layer of the mixed adhesive to each mating surface. You can apply this adhesive to only one surface if:
在每个配合表面涂上一层厚实而连续的混合粘合剂。在以下情况下,您只能在一面上涂粘合剂:
(a) the surfaces are smooth, have an area of less than 12 square inches, and fit tightly together without voids in the bond area, or
表面光滑,面积小于12平方英寸,且紧密贴合,粘合区域无空隙,或
(b) the surfaces are long and narrow (maximum of 1 inch wide) and you can get the adhesive to come out all around the edges.
表面狭长(最大宽度为1英寸),且粘合剂可以涂满边缘(粘合剂可以从所有边缘溢出)。
(7) Put the parts together and apply strong, constant pressure to make sure the surfaces fully touch.
将零件组装在一起,持续用力确保表面完全接触。
(8) Remove unwanted adhesive, before the end of the pot life (work life), with a clean wiper or cotton-tipped swab wet with solvent. Do not let solvent get into the bond line.
在固化时间(工作寿命)结束前,用干净的溶剂浸湿的刷子或棉签清除多余的粘合剂。 不要让溶剂进入粘合线。
(9) Cure under pressure at a time and temperature from Figure 6. As an option, you can cure Class 1 adhesive for 3 hours minimum at 70-85°F.
在图6所示的时间和温度下加压固化。作为选项,您可以在70-85°F的温度下固化Class 1粘合剂至少3小时。
(10) Do not let the mating surfaces move relative to each other, and do not stress the adhesive joint after the pot life time and before the handling time.
不要让配合表面相对移动,在固化时间之后和操作时间之前不要对粘合剂接头施加压力。
BW. Type 118
类型118
(1) Material — PR1764, Class B-2 adhesive
材料——PR1764,B-2级粘合剂
(2) Clean the mating surfaces as specified in Paragraph 4.
按照第4段所述清洁配合表面。
(3) Mix each component until smooth and continuous. Then mix 13-17 weight parts of Part A with 96-104 weight parts of Part B. Pot life of the mixed adhesive is 0.5-2.0 hours at approximately 75°F.
混合各成分直至光滑、连续。然后按重量比将13-17份的A部分与96-104份的B部分混合。在约75°F时,混合粘合剂的使用时间为0.5-2.0小时。
(4) Apply a smooth, continuous layer of mixed adhesive to each mating surface.
在每个配合表面涂上一层光滑、连续的混合粘合剂。
(5) Put the parts together and apply 5-10 psi pressure to make sure the surfaces fully touch. Make sure there is a continuous bead of adhesive along all outer edges of the joint.
将零件放在一起,并施加5-10 psi的压力,以确保表面完全接触。确保在接缝的所有外边缘都有连续的粘合剂。
(6) Remove unwanted adhesive, before it cures, with a clean wiper wet with solvent. Do not let solvent get into the bond line.
在粘合剂固化之前,用蘸有溶剂的干净刷子将其清除。不要让溶剂进入粘合线。
(7) Examine the outer edges of the joint. Fill all voids or undercuts with adhesive.
检查连接处的外边缘。用粘合剂填充所有空隙或底切。
(8) Cure under pressure for 24 hours minimum at 60-100°F before you move the parts. Full cure of the adhesive comes after 7 days at 67-87°F.
在移动零件之前,在60-100°F的压力下固化至少24小时。粘合剂在67-87°F的温度下7天后完全固化。
BX. Type 119 (Deleted)
类型119(已删除)
BY. Type 120
类型120
(1) Materials
材料
(a) Adhesive — BMS 10-102, Type 2
粘合剂——BMS 10-102,类型2
(b) Primer — PR-1200 red (Replaces DC 1200 red)
底漆——PR-1200红色(替代DC 1200红色)
(2) Clean the mating surfaces as specified in Paragraph 3. Lightly sand silicone rubber surfaces, then clean them as specified in Paragraph 3.
按照第3段的规定清洁配合表面。轻轻打磨硅橡胶表面,然后按照第3段的规定进行清洁。
(3) Apply primer
涂底漆
(a) Apply flash tape to areas not to get primer or adhesive.
在不需要底漆或粘合剂的部位贴上闪光胶带。
(b) Apply a thin, continuous layer of primer by brush or spray to all surfaces to get the adhesive. Make the primer layer as thin as possible, only sufficient to wet the surface and make a continuous pink color when dry. Do not use primer that becomes cloudy or milky.
用刷子或喷雾器在所有需要粘合的表面涂上一层薄薄的连续的底漆。底漆层应尽可能薄,仅足以润湿表面并在干燥后呈现连续的粉红色即可。请勿使用变得浑浊或呈乳白色的底漆。
(c) Let the primer layer cure 30 minutes to 12 hours.
让底漆层固化30分钟至12小时。
(4) Prepare the adhesive (sealant)
准备粘合剂(密封剂)
(a) Stir the base to make sure it is smooth and continuous.
搅拌基料,确保其光滑且连续。
(b) Make your selection of catalyst from Table 4 for the adhesive properties necessary for the task.
根据任务所需的粘合剂特性,从表4中选择催化剂。
(c) Add the catalyst to the base and mix until smooth and continuous
将催化剂加入基料中,搅拌至光滑且连续
(d) If a thinner is necessary, use up to 30 volume percent aliphatic naphtha.
如果需要稀释剂,最多可使用30体积百分比的脂肪族石脑油。
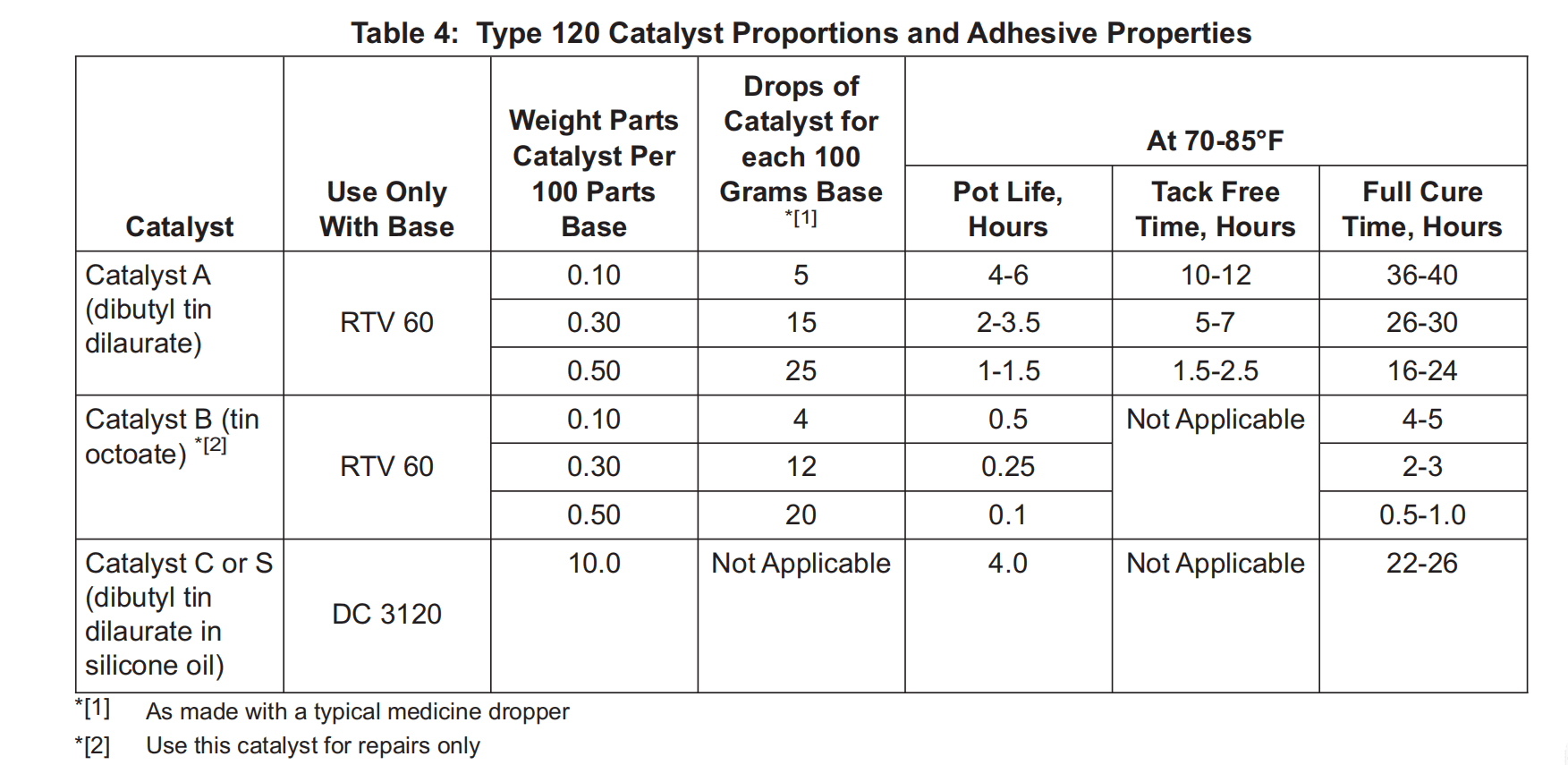
(5) Apply a thin, continuous layer of adhesive to the surfaces which have the primer you applied in Paragraph 6.BY.(3). Make the adhesive layer approximately 0.001 inch thick. If the surface is insulation, do not let more adhesive soak into the insulation core.
在涂有第6.BY.(3)段所述底漆的表面涂上一层薄薄的连续粘合剂。粘合剂层厚度约为0.001英寸。如果表面是绝缘的,不要让粘合剂渗入绝缘芯。
(6) Put the mating surfaces together and apply a pressure of approximately 20 pounds for each square foot (equivalent to 0.139 psi or 2.2 ounces for each square inch). Be careful not to make air pockets in the bond line.
将配合表面放在一起,施加大约每平方英尺20磅的压力(相当于每平方英寸0.139 psi或2.2盎司)。注意不要在粘合线上形成气穴。
(7) Cure as indicated in Table 4 for the catalyst and quantity you used. Do not move the parts until the adhesive is tack-free.
根据表4中所示的催化剂和用量进行固化。在粘合剂不粘之前不要移动零件。
BZ. Type 121
类型121
(1) Material — PR 2701 adhesive
材料——PR 2701 粘合剂
(2) Clean the mating surfaces as specified in Paragraph 3.
按照第 3 段所述清洁配合表面。
(3) Mix the base compound with its accelerator by the vendor’s instructions. The pot life of the mixed adhesive is approximately 10 minutes at 70-80°F and 45-55% relative humidity. Do not thin the adhesive.
按照供应商的说明将基料化合物与促进剂混合。在 70-80°F 和 45-55% 相对湿度下,混合粘合剂的使用时间约为 10 分钟。请勿稀释粘合剂。
(4) Apply a thin, continuous layer of the mixed adhesive to each mating surface. As an alternative, you can apply the adhesive to only one of the mating surfaces if the surfaces fit together with a maximum gap of 0.010 inch, and you apply sufficient adhesive to be sure the adhesive will get on all of the opposite surface.
在每个配合表面涂上一层薄薄的连续混合粘合剂。作为替代,如果两个配合表面之间的最大间隙为0.010英寸,则也可以只在其中一个配合表面涂上粘合剂,但必须确保涂上足够的粘合剂,以保证粘合剂能够覆盖到所有相对表面。
(5) Put the parts together immediately. Apply sufficient pressure to make sure the mating surfaces fully touch. Make sure there is a continuous bead of adhesive along the bond line.
立即将零件组装在一起。施加足够的压力,确保配合表面完全接触。确保沿粘合线有一连续的粘合剂。
(6) Cure the adhesive for 2 hours minimum of 65-85°F.
在65-85°F下固化粘合剂至少2小时。
CA. Type 122
类型122
(1) Materials
材料
(a) RTV 430 Base
RTV 430 基料
(b) Beta 5 or Beta 11-D1 Catalyst
Beta 5 或 Beta 11-D1 催化剂
(c) SS4155 Primer
SS4155 底漆
(2) Clean the mating surfaces as specified in Paragraph 4. Lightly sand silicone rubber surfaces first, then clean them as specified in Paragraph 4.
按照第 4 段的规定清洁配合表面。首先轻轻打磨硅橡胶表面,然后按照第 4 段的规定进行清洁。
(3) Apply primer:
涂底漆:
(a) On surfaces that are not silicone rubber, apply SS4155 primer.
在非硅橡胶表面上涂 SS4155 底漆。
1) Examine the primer before you use it. There could be a slight precipitate. Do not shake this primer, but use only the clear primer from the top of the container.
使用前检查底漆。可能会有轻微沉淀。请勿摇晃底漆,仅使用容器顶部的透明底漆。
2) Let the primer dry a minimum of 60 minutes before adhesive application. The primer layer will have a chalky appearance when dry.
底漆干燥至少60分钟后方可涂胶。干燥后,底漆层会呈现白垩状。
(b) On silicone rubber surfaces, primer is not necessary.
在硅橡胶表面上,无需使用底漆。
(4) Be sure to use the correct catalyst for the application. Mix the catalyst before you mix it with the base.
确保使用正确的催化剂。并在与基料混合前先混合催化剂。
(a) Beta 5 is red. The catalyzed material has a total pot life of approximately 80 minutes at 77°F.
Beta 5为红色。在77°F时,催化剂材料的总使用期限约为80分钟。
(b) Beta 11-D1 is blue, but the pigment settles. The catalyzed material becomes white. It has a pot life of approximately 60 minutes at 77°F.
Beta 11-D1为蓝色,但颜料会沉淀。催化剂材料会变成白色。在77°F时,其可使用时间约为60分钟。
(5) Fully mix 10 parts by weight of the specified catalyst with 100 parts by weight of base component. Mix by hand 2 to 5 minutes or 60 cycles in a mechanical mixer such as a Semco Model S-1350. If air is mixed in, remove it under a minimum vacuum of 20 inches of mercury. The material will expand, crest, and then shrink back to approximately the original volume as bubbles come to the surface and break. The air removal is usually complete approximately 2 minutes after the bubbles stop.
按重量比将10份的指定催化剂与100份基料组分充分混合。用手搅拌2至5分钟,或在Semco Model S-1350等机械搅拌器中搅拌60个循环。如果混入了空气,应在最低20英寸汞柱真空下将其排出。随着气泡浮出水面并破裂,材料会膨胀、隆起,然后收缩回大约原来的体积。通常在气泡停止后约2分钟即可完成排气。
(a) Be sure to use the correct catalyst for the application and mix the catalyst before you mix it with the base.
确保使用正确的催化剂,并在与基料混合前先混合催化剂。
1) Beta 5 is red. The catalyzed material has a total pot life of approximately 80 minutes at 77°F.
Beta 5为红色。在77°F下,催化剂的总可使用时间约为80分钟。
2) Beta 11-D1 is blue, but the pigment settles. The catalyzed material becomes white. It has a pot life of approximately 60 minutes at 77°F
Beta 11-D1为蓝色,但颜料会沉淀。催化剂材料会变成白色。在77°F时,其可使用时间约为60分钟
(6) Apply a continuous layer of mixed adhesive to one or, better, to each mating surface. You can apply the adhesive by hand or from a sealant gun, then make the layer with a spatula or equivalent tool. Be careful not to apply the adhesive outside of the bond area if the surface will be subsequently finished.
在一个或(更好的是)每个配合面上连续涂抹一层连续的混合粘合剂。您可以用手或密封胶枪涂抹粘合剂,然后用抹刀或类似工具涂抹一层。如果表面随后要进行表面处理,请注意不要在粘接区域外涂胶。
(7) Put the parts together and apply sufficient pressure to push out air pockets. Do not apply too much pressure, because a bond line minimum thickness of 0.020 inch is necessary for a strong bond.
将零件放在一起,并施加足够的压力以排出气泡。 不要施加太大的压力,因为粘合线的最小厚度为0.020英寸,这样才能保证粘接牢固。
(8) Let the adhesive to cure under pressure for one of these conditions before you move the parts:
在移动零件之前,让粘合剂在压力下固化,固化条件如下:
(a) 24 hours minimum at 65-179°F,
在65-179°F下至少固化24小时,
(b) 4 hours minimum at 180-199°F, or
在180-199°F下至少固化4小时,或
(c) 2 hours minimum at 200-260°F.
在200-260°F下至少固化2小时。
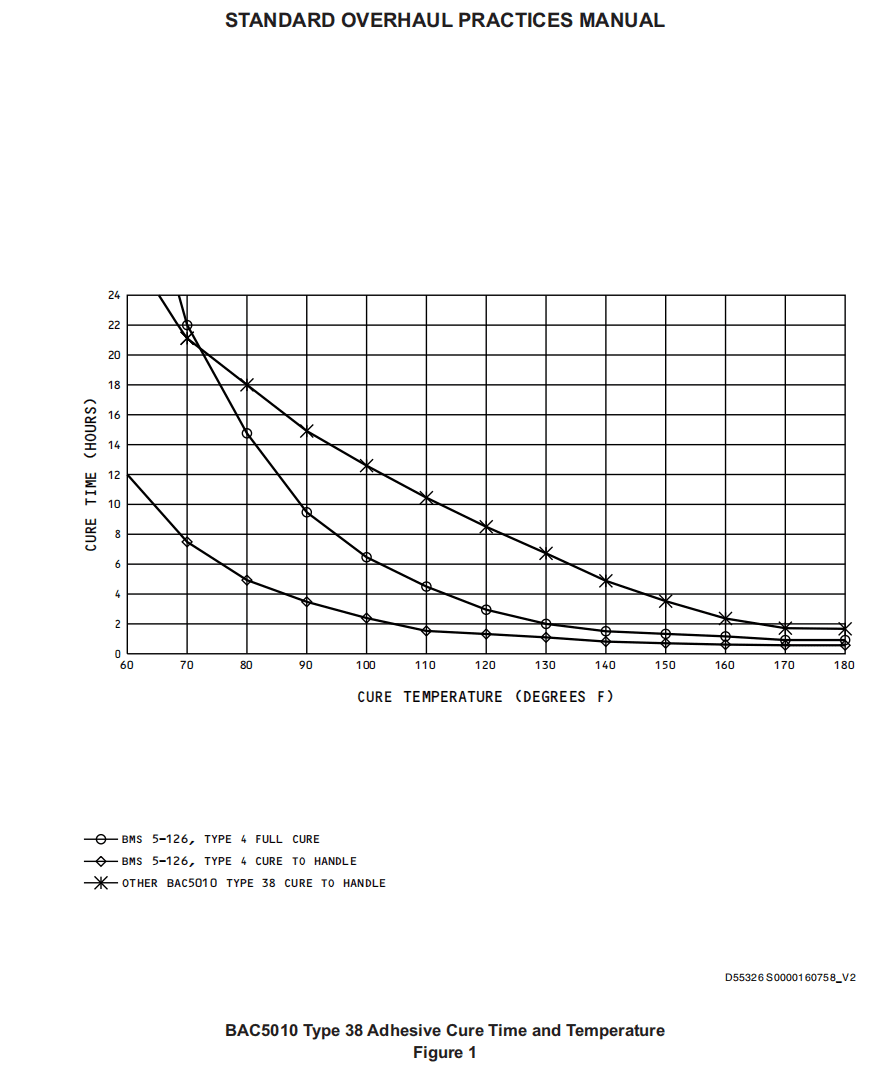
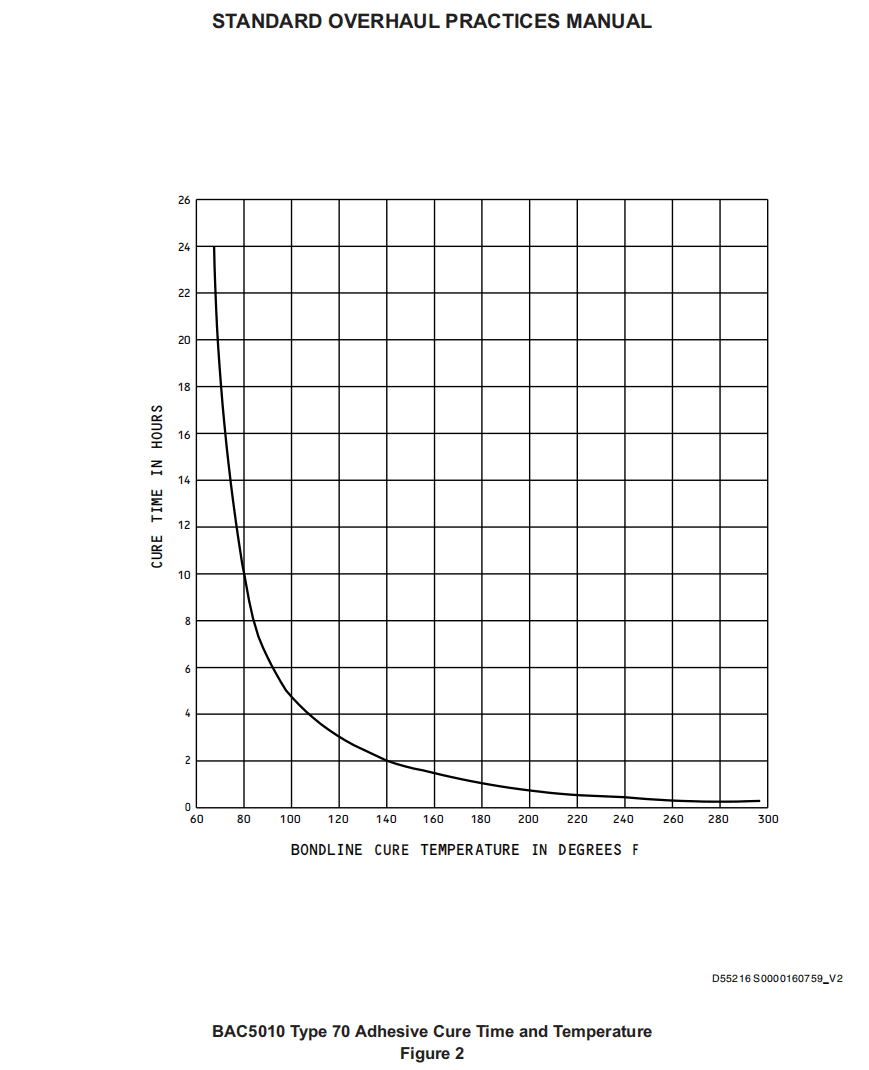
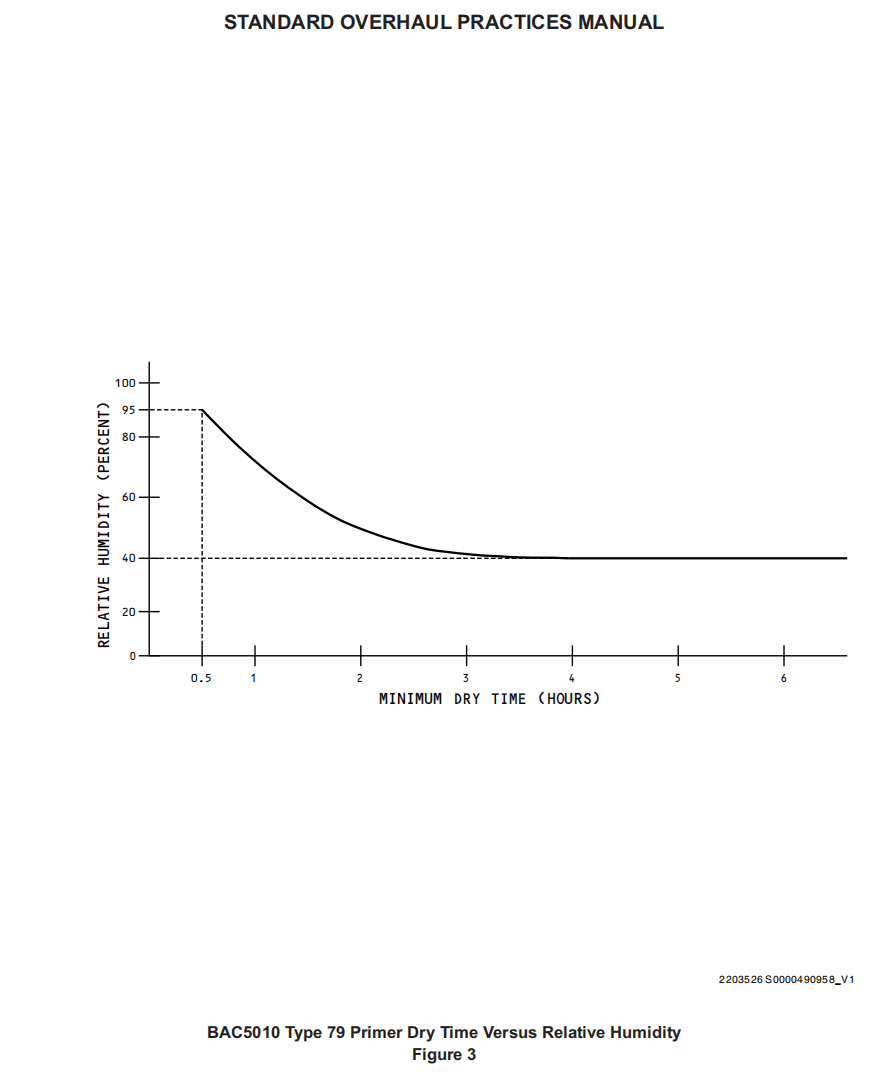

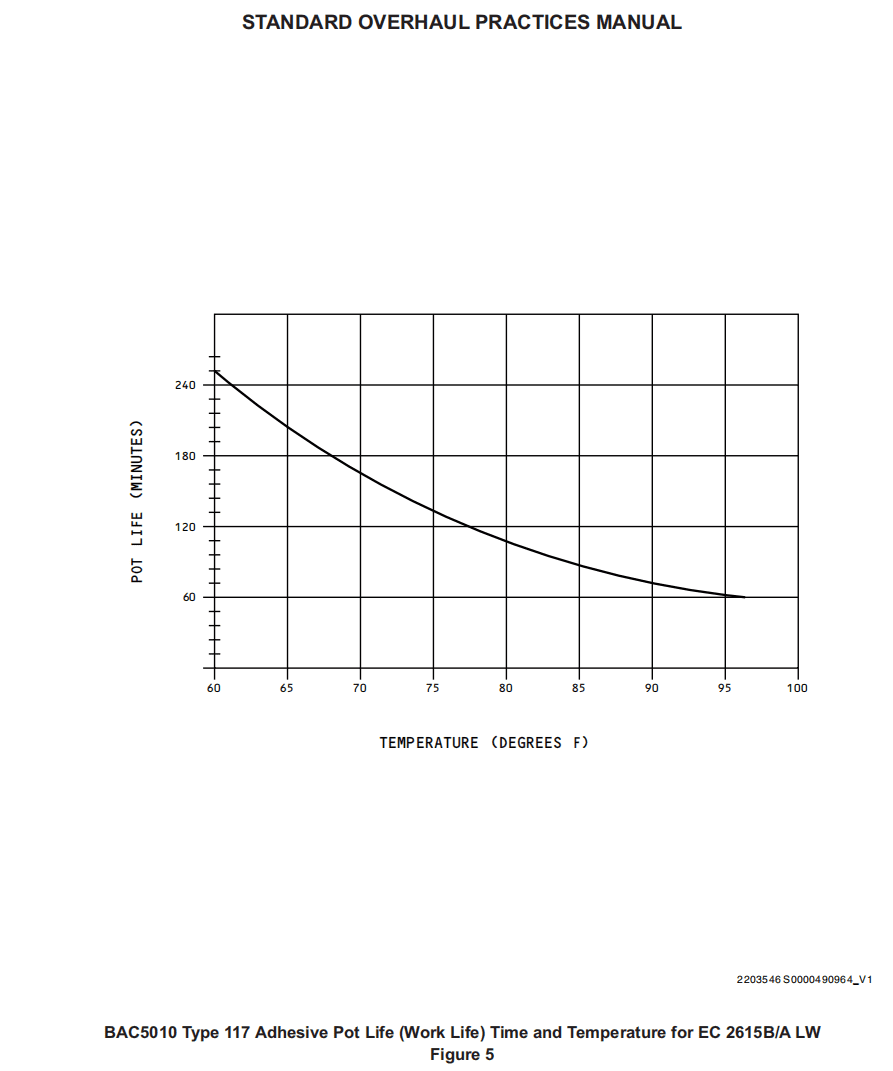

7. APPLICATION OF ADHESIVE FILM TO VINYL PLACARDS 在乙烯标牌上涂胶膜
A. If the placard has no adhesive applied to the back surface, prepare the placard as follows:
如果标牌背面没有粘贴胶粘剂,请按以下步骤准备标牌:
(1) Roughen back surface of placard with sandpaper.
用砂纸打磨标牌背面。
(2) Clean the placard with naphtha.
用石脑油清洁标牌。
(3) Apply BMS 5-91, Type 2 film adhesive to the back of the placard and trim the excess.
在标牌背面粘贴 BMS 5-91 类型 2 薄膜胶,并修剪多余部分。
(4) Laminate the adhesive to the placard with a roll laminator at 140°F or warm the placard not more than 140°F and firmly rub the release paper with cheesecloth.
在140°F的温度下用辊式覆膜机将粘合剂覆膜到标牌上,或者将标牌加热到不超过140°F的温度,并用粗棉布用力擦拭离型纸。
B. If the back of the placard has an adhesive different than BMS 5-91, Type 2, prepare the placard as follows:
如果标牌背面使用的粘合剂与BMS 5-91,类型2不同,则按以下步骤准备标牌:
(1) Remove the release paper from the back of the placard.
撕下标牌背面的离型纸。
(2) Apply BMS 5-91, Type 2 film adhesive to the back of the placard and trim the excess.
在标牌背面涂上BMS 5-91,类型2薄膜胶,并修剪多余部分。
(3) Laminate the adhesive to the placard with a roll laminator or firmly rub the release paper with cheesecloth.
用辊式覆膜机将胶覆在标牌上,或用粗棉布用力擦拭离型纸。
8. APPLICATION OF RETAINING COMPOUNDS 固定化合物的使用
A. This procedure tells how to apply retaining compounds MIL-R-46082, MIL-S-22473 and MIL-S-46163. It comes from BAC5011.
本程序介绍如何应用 MIL-R-46082、MIL-S-22473 和 MIL-S-46163 固定化合物。本程序来自 BAC5011。
B. Surface preparation
表面处理
(1) Make sure the surfaces have no unwanted matter.
确保表面没有多余物质。
(2) If the parts must be baked above 350°F for other procedures, be sure to do that before you apply the retaining compounds.
如果零件必须以高于350°F的温度进行其他程序,请务必在涂抹固定化合物之前进行烘烤。
(3) Unless the overhaul instructions are different, sand the mating surfaces to remove gloss if the surfaces are nickel or chrome plated or are reinforced plastic.
除非大修说明另有规定,否则如果零件表面镀镍或镀铬或为强化塑料,则应打磨表面以去除光泽。
C. Application and Cure
涂抹和固化
(1) Apply a layer of primer or activator to the surface. Use MIL-S-22473, Grade T primer for MIL-S-22473 and MIL-R-46082 compounds. Use MIL-S-46163, Grade F primer for MIL-S-46163 compounds.
在表面涂上一层底漆或活化剂。使用MIL-S-22473,T级底漆用于MIL-S-22473和MIL-R-46082化合物。使用MIL-S-46163,F级底漆用于MIL-S-46163化合物。
(2) Let the primer/activator air dry for a minimum of 5 minutes. If necessary, parts with this primer can be put into storage in polyethylene bags up to 24 hours before you apply the retaining compound.
让底漆/活化剂风干至少5分钟。如有必要,可在涂上固定化合物前将涂有底漆的零件放入聚乙烯袋中保存,最长不超过24小时。
(3) Apply retaining compound to the mating surfaces and put the parts together. Make sure there is a continuous fillet at the assembled joint. (All grades of retaining compound contain fluorescent dye to permit inspection with ultraviolet light). Remove unwanted material as necessary.
在配合面上涂上固定化合物,然后将零件组装在一起。确保组装后的接缝处有连续的圆角。(所有等级的固定化合物都含有荧光染料,以便用紫外线检查)。必要时清除多余材料。
(4) Cure the assembly for 72 hours at 40-70°F, or 1 hour at 70°F and warmer. These materials do not cure sufficiently at temperatures colder than 40°F. Be careful not to move, vibrate, or hit the parts until after the cure is complete.
在40-70°F的温度下固化组件72小时,或在70°F或更高的温度下固化1小时。这些材料在低于40°F的温度下无法充分固化。注意不要移动、振动或撞击零件,直到固化完成后,。
D. Rework
返修
(1) After disassembly, remove loose particles of cured compound before you apply new primer or compound.
分解后,在涂覆新的底漆或化合物前,清除已固化化合物的松散颗粒。
(2) If you cannot disassemble the parts at room temperatures, the parts must be rejected.
如果无法在室温下分解零件,则必须拒收。
(3) Discard threaded fasteners if the overhaul instructions specified a torque or preload value for them.
如果大修说明中规定了螺纹紧固件的扭矩或预紧力值,则应丢弃这些紧固件。
9. MATERIALS 材料
A. Adhesives — See Table 5 for the materials for each BAC5010 type.
粘合剂——每种BAC5010类型的材料请参见表5。
B. Retaining compounds and primers/activators
固定化合物和底漆/活化剂
(1) MIL-R-46082
(2) MIL-S-22473
(3) MIL-S-46163
(4) Primer/activator — MIL-S-22473, Grade T or MIL-S-46163, Grade F
C. Solvents (SOPM 20-60-01)
溶剂(SOPM 20-60-01)
(1) Acetone, technical — O-A-51 or JIS-K-1503
工业丙酮——O-A-51或JIS-K-1503
(2) Ammonia, anhydrous — O-A-445
无水氨——O-A-445
(3) Ethyl acetate — ASTM D 4614
乙酸乙酯——ASTM D 4614
(4) Ethyl alcohol, denatured — O-E-760 or JIS-K-1505
变性乙醇——O-E-760或JIS-K-1505
(5) Isopropyl alcohol — TT-I-735
异丙醇——TT-I-735
(6) Methylene chloride, technical — ASTM D 4701
二氯甲烷——ASTM D 4701
(7) Methyl ethyl ketone, TT-M-261
甲基乙基酮——TT-M-261
(8) Methyl isobutyl ketone — JIS-K-8903
甲基异丁基酮——JIS-K-8903
(9) Methyl propyl ketone — Eastman Chemical product
甲基丙基酮——Eastman化工产品
(10) n-Butyl alcohol (butanol) — ASTM D 304
正丁醇(丁醇)——ASTM D 304
(11) Naphtha, aliphatic — TT-N-95, Type 2
脂肪族石脑油——TT-N-95,类型2
(12) Paint and lacquer remover — TT-R-248
油漆和清漆去除剂——TT-R-248
(13) Series 98 (SOPM 20-30-98)
98系列(SOPM 20-30-98)
(14) Toluene — TT-T-548 or JAN-T-171, Grade A
甲苯——TT-T-548或JAN-T-171,A级
D. Teflon etchants
特氟龙蚀刻剂
(1) FluoroEtch, V18078
(2) Tetra-Etch, V17217 or V60622
(3) Tetra-Thin (thinner for Tetra-Etch), V17217 or V60622
E. Miscellaneous
杂项
(1) Glass beads
玻璃珠
(a) 0.005-inch diameter, Unispheres, Class 5, Type A, V22306
直径 0.005 英寸,Unispheres,5 级,A 类型,V22306
(b) 0.0041-0.0050-inch diameter, P-0060, V07852
直径 0.0041-0.0050 英寸,P-0060,V07852
(2) Glass scrim
玻璃纱
(a) Thalco No. 1659, V00250
(b) Style 1620, V88730
(c) Style 1620, V95746
(3) Gloves, knitted, cotton or nylon
针织棉或尼龙手套
(4) Gloves, latex rubber
乳胶橡胶手套
(5) Masking tape — Permacel P-733 (SOPM 20-60-04)
胶带——Permacel P-733(SOPM 20-60-04)
(6) Parting agent– Frekote 710NC (SOPM 20-60-04)
分离剂——Frekote 710NC(SOPM 20-60-04)
(7) Swabs, cotton-tipped (SOPM 20-60-04)
棉签(SOPM 20-60-04)
(8) Wipers — BMS 15-5, Class A or B (SOPM 20-60-04)
刷子——BMS 15-5,A级或B级(SOPM 20-60-04)